
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
大型船舶传动轴锻件 锻造与热处理全流程讲解
大型船舶传动轴锻件是船舶动力传输的核心载体,承担着将主机动力传递至螺旋桨、驱动船舶航行的关键作用,涵盖主轴、中间传动轴、艉轴等核心部件。大型船舶吨位大、动力载荷强、航行工况复杂,传动轴长期承受超大扭矩、交变冲击、海水腐蚀与高频震动,对锻造致密性、纤维连续性、力学稳定性、抗腐蚀抗疲劳性能要求极为严苛。大型船舶传动轴锻件的品质完全取决于标准化的锻造与热处理全流程工艺,本文从毛坯制备、加热锻造、成型整形、热处理强化到成品稳型,完整拆解船用传动轴核心生产工艺。
原材料制备与预处理是品质源头。大型船舶传动轴严禁使用普通圆钢、回炉杂料,必须采用船级社认证真空精炼钢锭,通过LF精炼、VD真空脱气工艺,剔除钢材内部氧、氢气体与硫磷有害杂质,降低夹杂物含量,保障原材料高纯净度。纯净的原料能够从源头规避气孔、疏松、偏析等先天缺陷,为后续高强度、耐腐蚀、抗疲劳性能奠定基础。下料阶段严格按照船舶锻造标准预留充足锻造余量与加工余量,保证锻造压缩比不低于5,为晶粒细化、纤维连续成型提供充足变形空间,原材料入库前必须完成光谱复检与超声波探伤筛查。

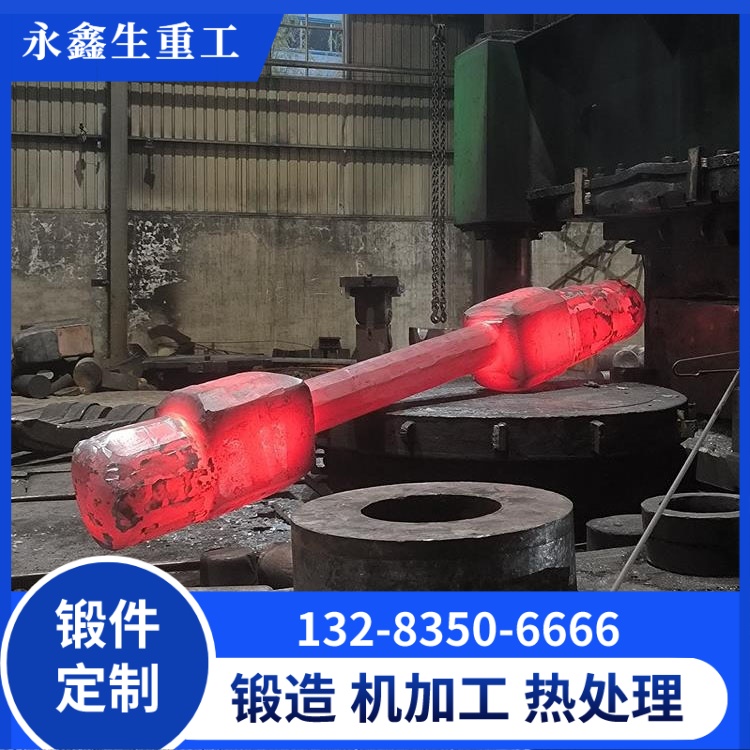
分段恒温加热工艺保障锻造品质稳定。大型船舶传动轴属于大截面长轴类锻件,整体厚重、导热缓慢,一次性高温加热极易出现表层过热、芯部温度不足、内外塑性不均等问题,导致锻造变形失衡、组织差异大。生产采用大型台车式智能温控加热炉,执行低温预热、中温均热、高温恒温的分段加热曲线,缓慢释放原料内应力,逐步提升整体塑性,确保轴体表层与芯部温度高度统一。严格把控始锻与终锻温度,杜绝过烧、过热、锻温不足等工艺缺陷,保障锻造过程金属流动均匀、塑形稳定。

多级自由锻成型是核心锻造工序。大型船舶传动轴锻件采用大吨位水压机整体一体化锻造,杜绝分段焊接拼接,保障轴体整体结构完整性。锻造遵循“先镦粗、后拔长、多次往复稳压锻打”的核心流程,多次镦粗彻底压实毛坯内部疏松、气孔缺陷,击碎粗大晶粒,让内部组织致密均匀;分级拔长逐步延展轴体长度,规整轴身、轴肩、过渡圆角等关键结构。充足的锻造压缩比让金属纤维顺着传动轴受力方向连续规整排布,无断裂、无紊乱,大幅提升轴体抗扭转、抗疲劳、抗冲击性能,完美适配船舶交变载荷工况。锻造过程中实时校准轴体直线度,规避长轴自重导致的弯曲形变。

锻后精准整形与去应力预处理。锻造完成后的传动轴毛坯存在轻微弯曲、尺寸偏差与残余锻造应力,若直接进入热处理工序,易加剧变形风险。通过机械整形校准轴体直线度、同轴度,修正锻造微小形变;随后进行低温去应力退火,释放锻造残余应力,稳定毛坯组织结构,为后续热处理工艺保驾护航,避免应力叠加引发的结构缺陷。
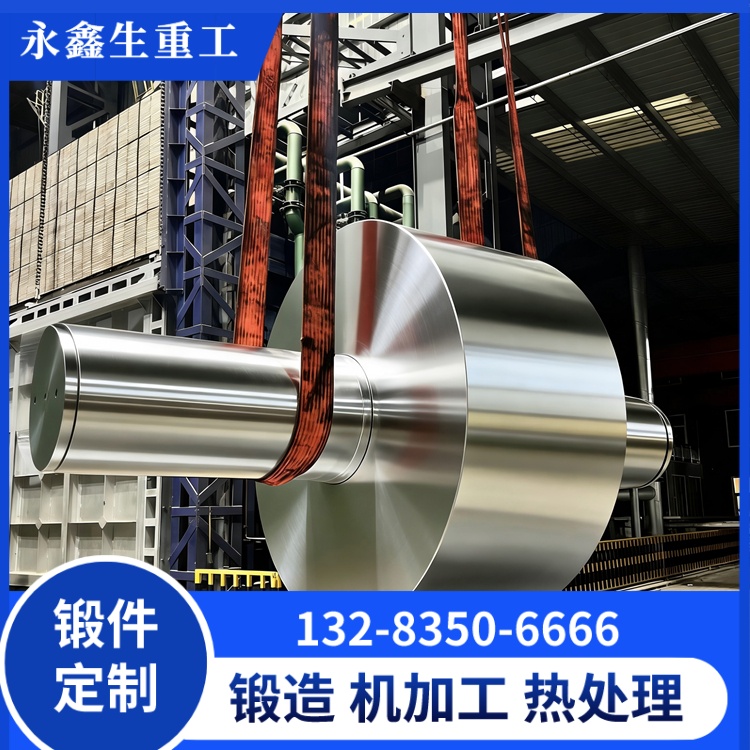
定制化热处理全流程强化综合性能。船舶传动轴热处理分为调质强化与稳定化处理两大环节,是提升强度、韧性、耐腐蚀性、抗疲劳性的关键。首先进行整体淬火处理,快速冷却细化金相晶粒,提升轴体整体强度、刚性与耐磨性;再执行高温回火,消除淬火脆性与内应力,形成均匀稳定的回火索氏体组织,平衡硬度与韧性,解决硬而脆的性能短板。针对长期海水浸泡的传动轴,增加固溶稳定化处理,优化金相结构,提升材质抗晶间腐蚀、抗海水点蚀能力。热处理后再次进行去应力处理,彻底消除工艺应力,稳定轴体尺寸与性能。
成品精整与性能核验。热处理完成后,通过精密精加工修正尺寸精度,打磨应力集中位置,最后开展全方位无损探伤与理化检测,确保轴体无缺陷、性能达标。整套锻造与热处理全流程工艺,全方位提升大型船舶传动轴的致密性、稳定性、抗疲劳性与耐腐蚀性,保障船舶动力系统长效稳定运行,满足远洋大型船舶的严苛航行需求。
- 压力容器配套轴锻件 高压环境下的安全承重部件
- 已经是最后一篇
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号