
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
5# 套筒锻件与 45# 衬套锻件在工程机械中的选型规范与锻造标准
在挖掘机、装载机等工程机械的传动与承载系统中,45#钢套筒与衬套锻件虽结构相近,却承担着截然不同的功能使命。二者均以45#优质碳素结构钢为基材,凭借锻造工艺赋予的致密组织与稳定力学性能,成为保障设备运转的关键基础件。山西永鑫生重工作为深耕工程机械锻件领域的专业企业,依托成熟的锻造技术体系,精准把控两类锻件的差异化标准,为选型提供可靠支撑。
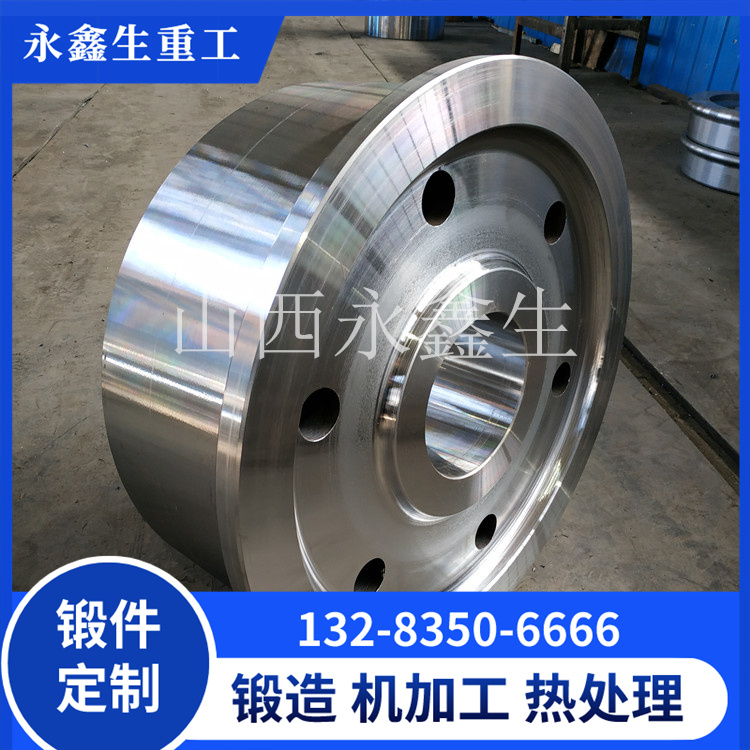
功能定位的差异是选型的核心依据,直接决定二者在工程机械中的应用场景。套筒锻件主要用于轴类部件的连接与定位,需承受径向载荷与一定的扭矩,在挖掘机回转支承、装载机传动轴等部位广泛应用,其核心需求是“强承载、抗变形”。而衬套锻件作为滑动摩擦副的关键组件,安装于壳体与轴之间,主要作用是减少磨损、吸收振动,如推土机悬挂系统、起重机变幅机构中,“低摩擦、耐磨损”是其核心性能要求。永鑫生重工的选型指导体系中,首要原则便是根据“承载主导”还是“摩擦主导”的工况特性,界定两类锻件的适用范围。

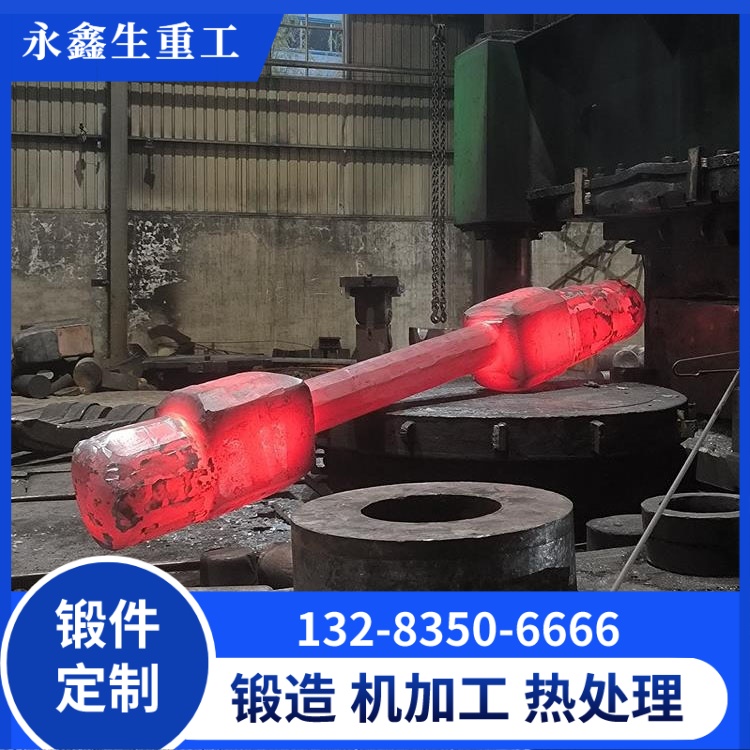
锻造标准的差异化管控,是满足功能需求的技术保障。在原材料预处理阶段,二者均需进行球化退火处理,将硬度控制在160-200HB以提升锻造塑性,但套筒锻件因承载需求更高,需对45#钢的硫、磷含量严格限定在0.035%以下,而衬套锻件则可放宽至0.040%。锻造工艺上,永鑫生重工针对套筒锻件采用“多道次镦粗+拔长”工艺,利用大型压机实现金属流线沿圆周均匀分布,确保径向与轴向力学性能均衡;衬套锻件则采用“胎膜锻造”,重点控制内孔尺寸精度,避免后续加工破坏表面组织。

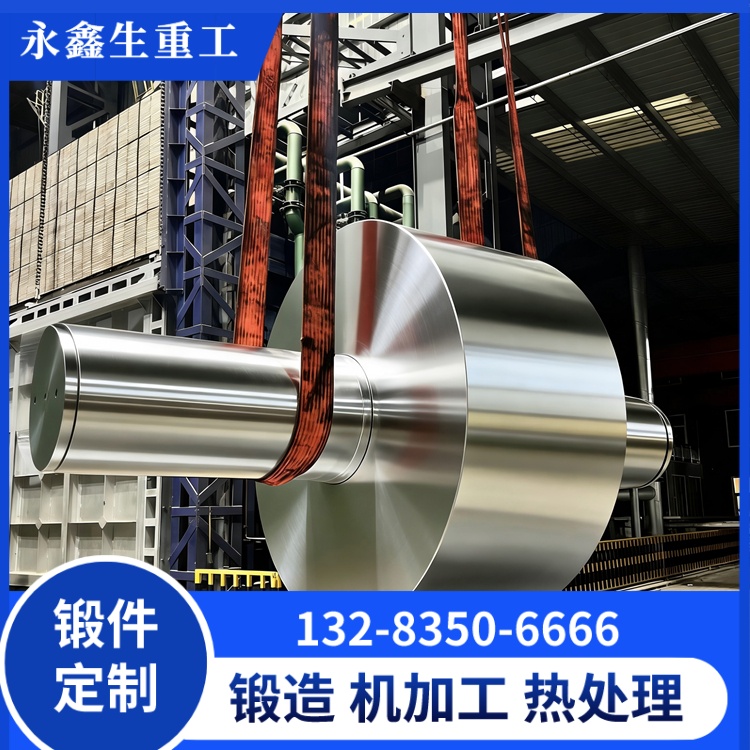
热处理与精度标准的区分,进一步强化了二者的功能差异。套筒锻件需通过“调质处理”(淬火840-860℃+回火580-620℃),将硬度提升至220-250HB,屈服强度不低于350MPa,以满足承载需求,其外径尺寸公差需控制在IT6级。衬套锻件则采用“表面淬火+低温回火”工艺,仅对工作表面进行淬火处理,硬度达50-55HRC,芯部保持200-230HB的韧性,内孔表面粗糙度需≤Ra0.8μm,降低摩擦阻力。永鑫生重工通过分段式热处理生产线,实现两类锻件工艺参数的精准切换。

选型过程中还需兼顾安装匹配与工况适应性。当设备工况存在高频振动时,优先选用壁薄且韧性更佳的衬套锻件;当处于重载、低速工况时,套筒锻件的刚性优势更突出。永鑫生重工建立的“工况-性能-标准”对应数据库显示,在挖掘机斗杆销轴部位,选用套筒锻件可使使用寿命提升30%;而在装载机转向节部位,衬套锻件能将摩擦系数降低至0.15以下。此外,两类锻件均需通过磁粉探伤检测表面缺陷,套筒锻件还需增加超声波探伤排查内部疏松,确保无大于φ2mm的夹杂。
45 #钢套筒与衬套锻件的选型与锻造,需建立在对功能需求精准认知的基础上。山西永鑫生重工以差异化的锻造标准为核心,通过原材料管控、工艺优化与精准检测,使两类锻件分别匹配承载与摩擦工况,既避免了“大材小用”的成本浪费,又防止了“性能不足”的安全隐患,为工程机械的稳定运行提供了坚实的锻件品质保障。
- 【重磅来袭!山西永鑫生锻造厂15000吨液压巨擎开启锻造新纪元】
- 已经是最后一篇
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号