
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
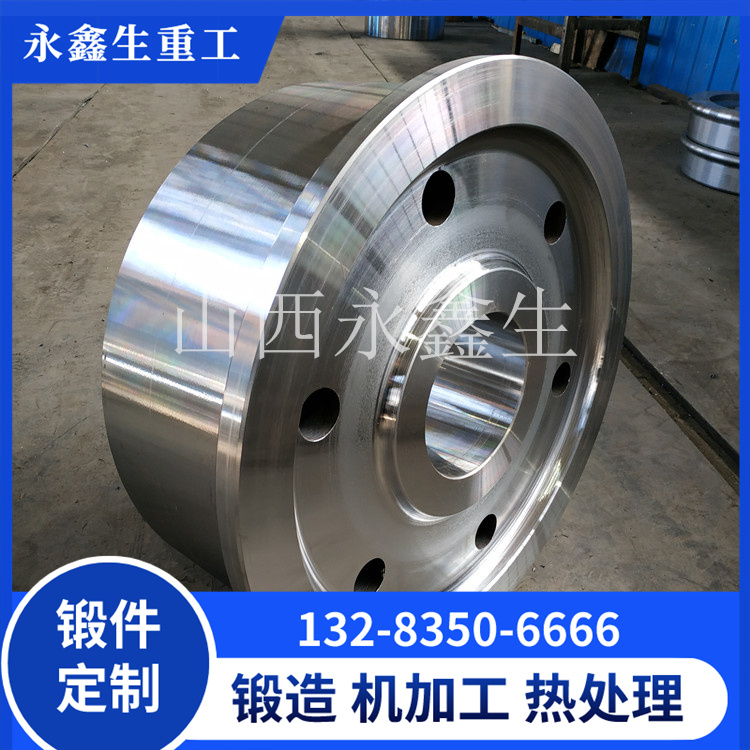
大吨位桥式起重机车轮锻件 —— 超重载工况专用锻造车轮
在重型冶金、大型港口、核电工程等超重载作业场景中,桥式起重机需承担数百吨甚至上千吨的载荷吊运任务,对行走系统的承载能力、抗冲击性能提出了极高要求。大吨位桥式起重机车轮锻件作为超重载工况的专用锻造部件,凭借高强度、高韧性、高耐磨性的核心优势,成为此类起重机的“核心承重枢纽”,能够有效承受超大载荷与强冲击,保障设备在超重载工况下长期稳定运行,是超重载起重作业不可或缺的关键部件。
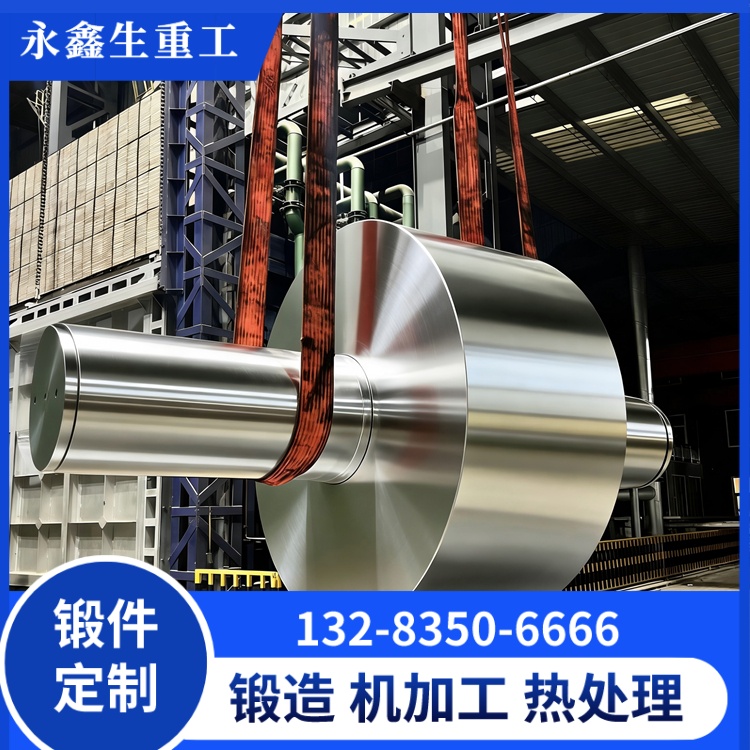
大吨位桥式起重机车轮锻件与常规吨位、大直径锻件的核心区别在于承载能力的差异,通常将适配额定载荷100t以上的行车轮锻件定义为大吨位类型,其承载能力可达数百吨,能够适配超重载、高频次、强冲击的恶劣工况。与普通锻件相比,大吨位锻件的轮体更厚实、结构更坚固,轮径通常在600mm以上,通过优化结构设计与材质选型,实现承载能力与抗变形能力的双重提升,避免长期超重载导致的轮体断裂、磨损过快等问题。

大吨位桥式起重机车轮锻件的应用场景聚焦于各类超重载工业领域,具有载荷大、冲击强、运行环境复杂的特点。在重型冶金车间,此类锻件适配冶金起重机,吊运钢水包、钢坯等超重物料,需承受高温辐射与巨大的冲击载荷,要求锻件具备耐高温、抗磨损、抗冲击的性能;在大型港口,用于超大型集装箱岸桥、散货起重机,承担超重集装箱、散货的吊运任务,需适应高频次启停与载荷波动,确保运行稳定;在核电工程、大型桥梁制造领域,用于吊运核电设备、大型桥梁构件等超重部件,要求锻件具备极高的精度与可靠性,避免部件损坏。

材质选型是保障大吨位桥式起重机车轮锻件超重载性能的核心。由于需承受超大载荷与强冲击,常规优质碳素结构钢已无法满足需求,需选用高强度合金渗碳钢,如20CrMnTi、20CrNiMo等,此类材质含有铬、镍、钼等合金元素,经渗碳淬火处理后,轮面硬度可达HRC58-62,具备极高的耐磨性与抗疲劳性能,心部保持良好的韧性,能够有效抵御冲击载荷,避免轮体裂纹、断裂。同时,材质的纯净度要求极高,需严格控制硫、磷含量,S≤0.025%,P≤0.025%,防止出现热脆性,确保锻件内部组织致密。

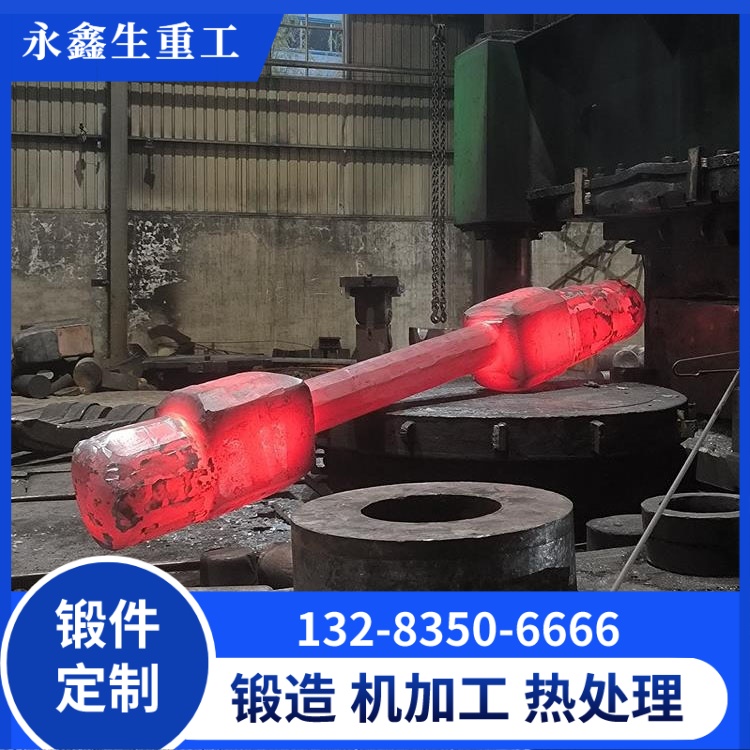
锻造工艺方面,大吨位桥式起重机车轮锻件需采用大型模锻设备与精细化锻造工艺,确保锻件质量。钢坯加热采用分段加热工艺,加热温度控制在1150-1250℃,确保钢坯充分奥氏体化,提升塑性,便于锻打;锻打过程中,采用多道次模锻,每道次变形量控制在10%-15%,通过精准控制锻打压力与节奏,使钢坯内部组织充分细化,消除内部气孔、夹杂等缺陷,确保锻件结构致密;冷却阶段,采用缓冷坑缓冷或等温冷却工艺,避免锻件产生内应力,防止出现裂纹、变形;热处理阶段,采用“渗碳-淬火-低温回火”工艺,渗碳层厚度控制在1.5-2.5mm,确保轮面硬度与心部韧性兼顾。
作为超重载工况的专用锻造部件,大吨位桥式起重机车轮锻件的质量直接关系到起重作业的安全。随着超重载起重设备的不断升级,对大吨位锻件的要求也在不断提高,未来将通过材质升级、工艺优化与智能化制造,进一步提升其承载能力、耐磨性与使用寿命,为各类超重载工业场景提供更可靠的承重保障,推动超重载起重行业高质量发展。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号