
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
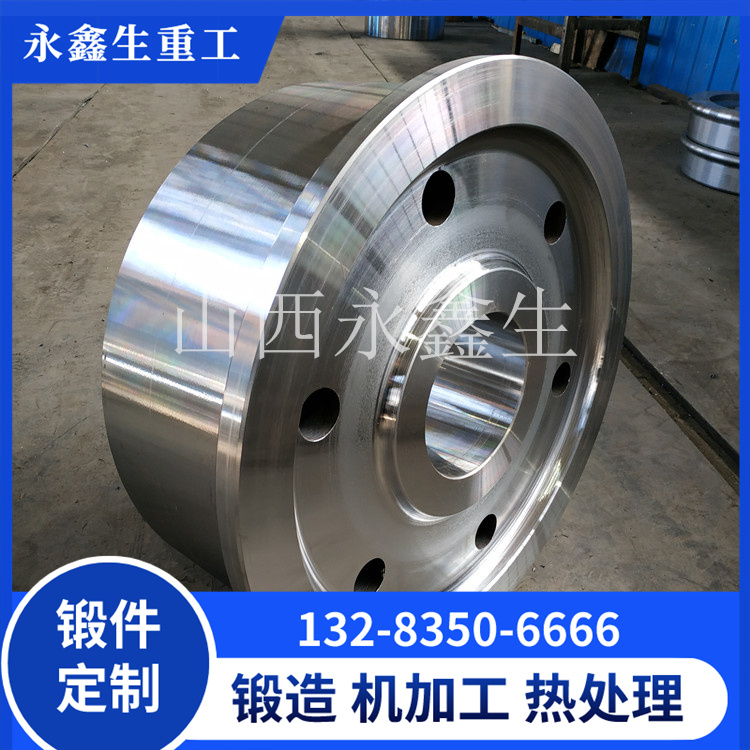
大吨位桥式起重机车轮锻件制造工艺与关键性能控制
大吨位桥式起重机车轮锻件的制造工艺直接决定其内部质量与力学性能,而关键性能的精准控制则是确保锻件适配超重载工况的核心。由于大吨位锻件需承受数百吨的超大载荷与强冲击,对制造工艺的精细化程度与性能控制的精准度要求极高,任何工艺环节的疏漏都可能导致锻件出现质量缺陷,影响设备运行安全。本文详细阐述大吨位桥式起重机车轮锻件的制造工艺,明确关键性能控制要点,为行业生产提供技术参考。
大吨位桥式起重机车轮锻件的制造工艺贯穿“原材料准备-加热-锻打-冷却-热处理-精加工”六大核心环节,每个环节都有严格的技术要求,需精准把控工艺参数,确保锻件质量。原材料准备环节,选用20CrMnTi、20CrNiMo等合金渗碳钢,首先对钢坯进行锯切下料,锯切公差控制在±1.5mm以内,确保钢坯尺寸精准;随后对钢坯进行表面清理,去除氧化皮、毛刺等杂质,避免锻造过程中产生裂纹;同时,对钢坯进行真空脱气处理,提升材质纯净度,消除内部气孔,确保材质性能达标。

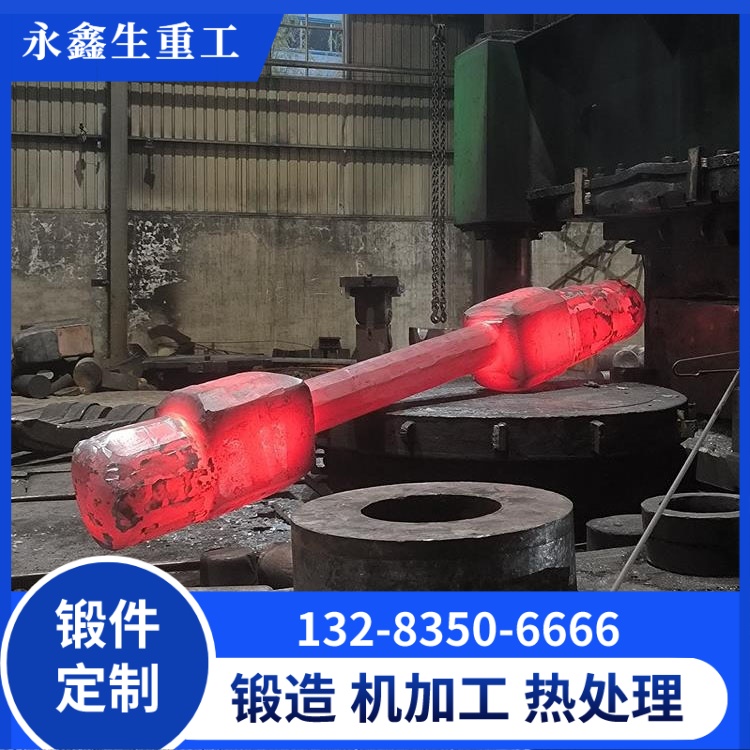
加热环节是锻造的基础,核心是确保钢坯充分奥氏体化,提升塑性,便于锻打。根据合金渗碳钢的材质特性,加热温度控制在1150-1250℃,采用分段加热工艺,将钢坯从室温逐步加热至目标温度,避免加热速度过快导致钢坯表面过热、内部未热透,确保钢坯内外温度均匀。加热过程中,实时监测温度变化,采用温控系统记录升温曲线,确保温度偏差不超过±10℃,避免温度过高导致晶粒粗大、氧化烧损,或温度过低导致塑性不足,引发锻打裂纹。

锻打环节是决定锻件形状与内部组织的核心,需采用大型模锻设备,结合精细化锻打工艺。锻打采用多道次模锻,每道次变形量控制在10%-15%,通过多道次锻打,使钢坯内部组织充分细化,消除内部疏松、夹杂等缺陷,确保锻件结构致密,金属流线沿轮面方向分布,提升承载能力与抗疲劳性能。锻打过程中,精准控制锻打压力与节奏,根据锻件尺寸与形状,调整锻打参数,确保轮径、轮体厚度、轮毂尺寸等关键参数符合设计要求,避免出现尺寸偏差、折叠、裂纹等缺陷。锻打完成后,对锻件进行初步整形,去除多余余量,确保锻件形状规整。

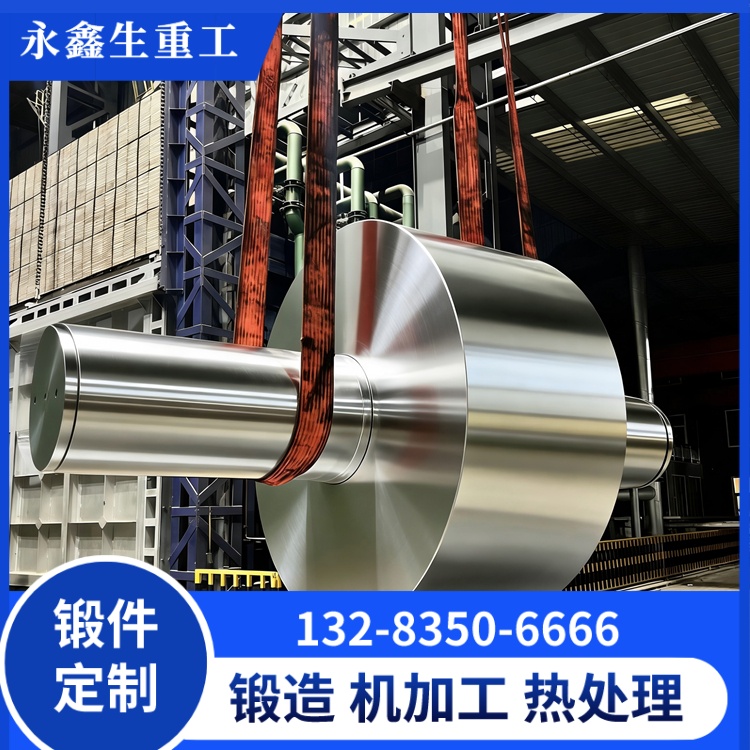
冷却环节的核心是消除锻件内应力,防止出现裂纹、变形。采用缓冷坑缓冷或等温冷却工艺,将锻件缓慢冷却至室温,冷却速度控制在50℃/h以内,避免冷却速度过快导致内应力过大,引发裂纹。冷却过程中,定期检查锻件温度变化,确保冷却均匀,避免局部冷却过快导致的尺寸偏差。冷却完成后,对锻件进行外观检查,排查表面是否有明显缺陷。
热处理环节是提升锻件关键性能的核心,采用“渗碳-淬火-低温回火”的工艺组合。渗碳处理时,控制渗碳温度在900-950℃,渗碳时间根据渗碳层厚度要求确定,确保渗碳层厚度达到1.5-2.5mm,使轮面获得极高的硬度;淬火处理采用油冷方式,控制淬火温度在850-880℃,确保锻件获得马氏体组织,提升硬度与耐磨性;低温回火处理控制在180-220℃,消除淬火内应力,保持轮面硬度的同时,提升心部韧性,避免锻件脆裂。热处理完成后,对锻件的力学性能进行抽样检测,确保符合设计要求。
精加工环节主要提升锻件的尺寸精度与表面质量,采用数控车床、磨床进行精密加工,控制轮径、轮面宽度、轮毂内径等关键尺寸的偏差在±0.05mm以内,轮面表面粗糙度Ra≤6.3μm,轮毂内径粗糙度Ra≤3.2μm,确保锻件与轮轴、轨道精准适配。关键性能控制方面,重点把控硬度、韧性、耐磨性三大核心指标,轮面硬度控制在HRC58-62,心部硬度控制在HB220-280,冲击韧性不低于45J/cm²,抗拉强度不低于1000MPa,同时通过无损检测,确保锻件内部无裂纹、夹杂等缺陷,确保锻件能够适配超重载工况。
- 大吨位桥式起重机车轮锻件 —— 超重载工况专用锻造车轮
- 已经是最后一篇
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号