
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
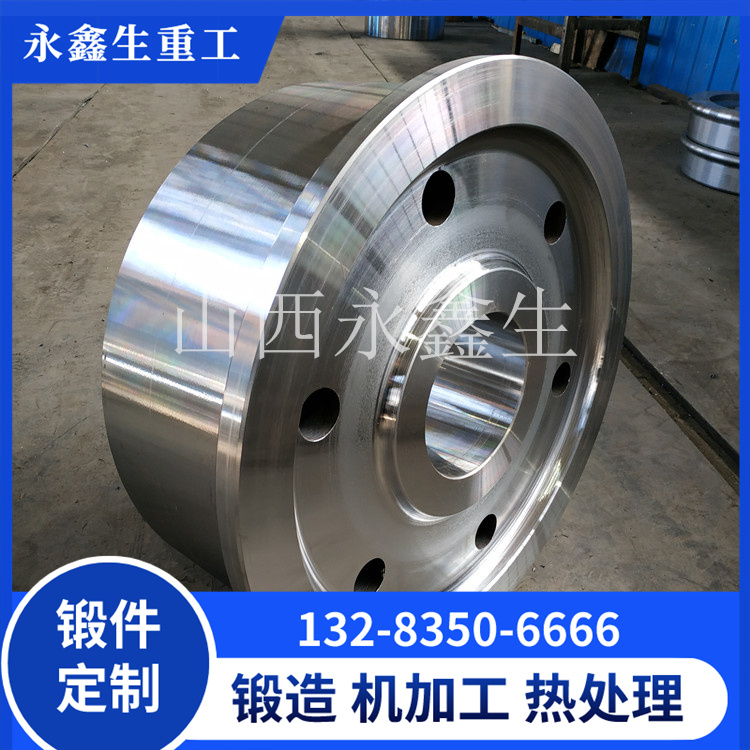
长期耐用!门式起重机车轮锻件选购与安装指南
门式起重机车轮锻件作为起重机的核心行走部件,其品质和安装质量直接决定了设备的运行稳定性、使用寿命和安全性能。对于使用企业而言,选择一款长期耐用的门式起重机车轮锻件,并正确安装,能够有效降低维护成本,提升运行效率,避免因车轮故障导致的设备停机或安全事故。本文将从选购要点、安装步骤、安装注意事项三个方面,为企业提供详细的门式起重机车轮锻件选购与安装指南,助力企业选择合适的产品,规范安装流程,实现长期稳定运行。
门式起重机车轮锻件的选购,核心是“适配、优质、耐用”,需结合起重机的型号、工况条件、使用需求等因素,综合考虑材质、工艺、品质、厂家等多个方面,避免盲目选购。

选购要点一:明确适配需求,确保尺寸和性能匹配。首先,需明确门式起重机的型号、额定起重量、运行速度、轨道尺寸等核心参数,根据这些参数确定车轮锻件的尺寸规格,包括直径、宽度、轮缘厚度、孔径、踏面弧度等,确保车轮与起重机、轨道完美适配。例如,额定起重量50吨的门式起重机,需选用直径较大、强度较高的车轮锻件,轮缘厚度需满足承载需求;轨道宽度为1.435m的起重机,需选用对应轮距的车轮锻件。其次,需根据工况条件,确定车轮锻件的性能需求,如重载、高频冲击工况,需选用高强度、高韧性、抗磨损的合金材质(如40Cr、60Si2Mn);高温、腐蚀性环境,需选用耐热、耐腐蚀的材质;轻中型工况,可选用性价比更高的45#钢材质。
选购要点二:关注材质和工艺,确保品质可靠。材质是决定车轮锻件耐用性的基础,需选用符合国家/行业标准的合金钢材,优先选择45#钢、40Cr、60Si2Mn等成熟材质,避免选用劣质钢材或非标材质,这类材质易出现强度不足、韧性差等问题,缩短使用寿命。同时,需关注锻造工艺,优先选择采用模锻工艺生产的车轮锻件,模锻工艺能确保锻件内部组织致密、晶粒细化,无气孔、裂纹等缺陷,力学性能更稳定;避免选择自由锻或铸造工艺生产的车轮,这类产品尺寸精度低、品质不稳定,难以适配长期重载运行需求。此外,还需了解厂家的热处理工艺,优质车轮锻件需经过淬火、回火等严格热处理,确保硬度、强度和韧性达标,避免因热处理不到位导致踏面磨损过快、脆性断裂。
选购要点三:筛选专业厂家,保障售后无忧。选择正规、专业的门式起重机车轮锻件厂家,是确保产品品质和后续服务的关键。优先选择具备多年生产经验、拥有完善生产设备和质量控制体系的厂家,这类厂家能够严格按照行业标准生产,产品质量更有保障;同时,查看厂家的资质证书、检测报告,确保其具备生产合格车轮锻件的能力。此外,需关注厂家的定制能力和售后服务,优质厂家能够根据企业的具体需求,定制适配的车轮锻件,同时提供安装指导、故障排查、部件更换等售后服务,避免因安装不当或后期维护无保障导致的问题。在选购时,还可参考其他企业的使用反馈,选择口碑良好、市场认可度高的厂家和产品。
选购要点四:重视检测报告,杜绝不合格产品。在选购车轮锻件时,需向厂家索要产品质量检测报告、合格证等相关资料,重点查看材质检测、力学性能检测、无损检测等项目的结果,确保产品符合国家/行业标准和自身使用需求。对于大吨位、重载工况下使用的车轮锻件,可要求厂家提供第三方检测报告,进一步确认产品品质。同时,现场查看产品的外观质量,检查表面是否有裂纹、气孔、划痕等缺陷,尺寸是否符合要求,避免选购到不合格产品。

除了正确选购,规范的安装流程也是确保车轮锻件长期耐用、保障起重机安全运行的关键。门式起重机车轮锻件的安装步骤主要包括安装前准备、车轮安装、间隙调整、固定紧固、试运行检测五个环节,每个环节都需严格操作,避免因安装不当导致的故障。
安装前准备:首先,对车轮锻件进行全面检查,确认产品无裂纹、变形、尺寸偏差等问题,核对车轮的型号、尺寸与起重机、轨道的适配性,确保一致。其次,检查起重机的安装部位,清理安装面的杂物、铁锈和油污,确保安装面平整、干净;同时,检查轴承、轴套等配套部件的品质,确保无损坏、无磨损,润滑充足。此外,准备好安装所需的工具,如扳手、卡尺、百分表、起重机等,确保工具齐全、精准,为安装工作奠定基础。
车轮安装:将车轮锻件与轴承、轴套等配套部件组装好,确保组装紧密、无松动;然后,利用起重机将组装好的车轮吊装至起重机的安装部位,调整车轮的位置,确保车轮轴线与起重机运行方向平行,车轮踏面与轨道表面贴合紧密,无偏移、倾斜等问题。在吊装过程中,需缓慢操作,避免车轮受到碰撞、挤压,防止变形或损坏。
间隙调整:车轮安装就位后,需调整车轮与轨道、车轮与起重机车架之间的间隙,确保间隙合理。车轮与轨道的间隙需控制在0.5-1mm之间,避免间隙过大导致车轮跑偏、卡滞,或间隙过小导致摩擦过大、磨损过快;车轮与车架之间的间隙需均匀,确保车轮受力均匀,避免局部受力过大导致变形。调整过程中,使用百分表、卡尺等工具进行精准测量,反复调整至符合要求。
固定紧固:间隙调整完毕后,采用高强度螺栓将车轮锻件固定在起重机车架上,紧固螺栓时,需按照规定的扭矩均匀拧紧,确保螺栓无松动、无滑丝。同时,安装防松装置,如防松垫圈、开口销等,防止运行过程中因振动导致螺栓松动,引发安全隐患。紧固完成后,再次检查车轮的位置和间隙,确认无误后,方可进行下一步操作。
试运行检测:安装完成后,进行空载试运行和负载试运行检测,检验车轮锻件的安装质量和运行状态。空载试运行时,启动起重机,让车轮沿轨道缓慢运行,检查车轮转动是否灵活、有无异响、发热等问题,轨道是否有跑偏、卡滞等现象;负载试运行时,按照起重机的额定载荷进行吊装作业,运行过程中,密切观察车轮的磨损情况、受力状态,以及起重机的运行稳定性,发现异常及时停机检查,调整修复后再进行试运行,直至符合要求。

此外,安装过程中还需注意以下事项,避免因操作不当影响安装质量和车轮使用寿命。一是安装人员需具备专业资质,熟悉起重机的结构和车轮安装流程,严格按照操作规程操作,避免违规安装;二是安装过程中,需保护好车轮踏面和轮缘,避免碰撞、划伤,防止影响车轮的耐磨性和运行稳定性;三是安装完成后,及时清理安装现场的杂物,检查配套部件的安装情况,确保无遗漏、无松动;四是做好安装记录,详细记录车轮的型号、安装时间、调整参数等信息,为后续维护、检修提供参考。
总之,门式起重机车轮锻件的选购与安装,直接关系到设备的运行稳定性、使用寿命和安全性能。企业在选购时,需明确适配需求、关注材质工艺、筛选专业厂家、重视检测报告,选择长期耐用、品质可靠的产品;在安装时,需严格按照安装步骤操作,做好间隙调整和固定紧固,加强试运行检测,规范安装流程。只有做好选购和安装的每一个环节,才能充分发挥车轮锻件的性能优势,延长使用寿命,降低维护成本,保障门式起重机长期安全、稳定运行。
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号