
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
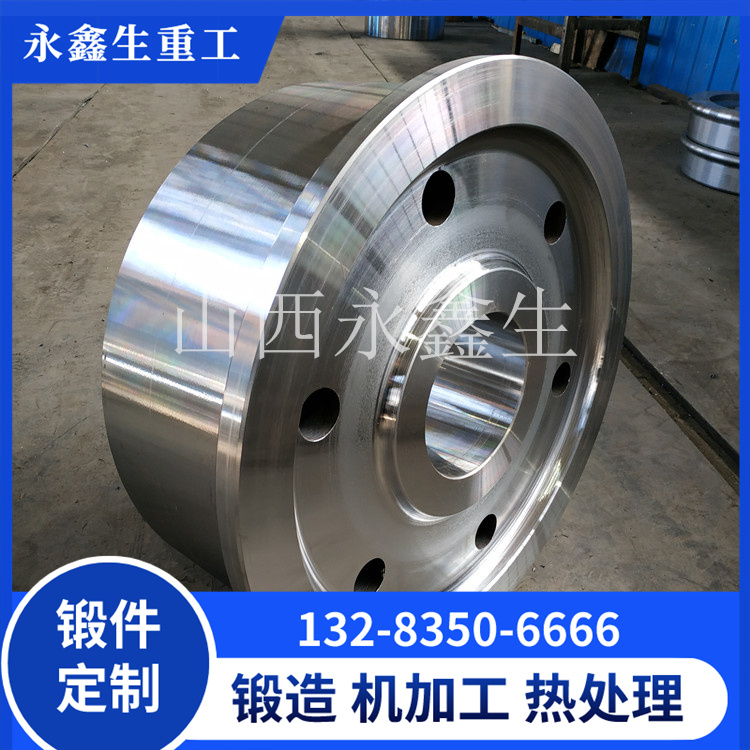
为什么门式起重机车轮锻件要选用专业锻造工艺
门式起重机车轮作为起重机的核心行走部件,承载着整机重量和吊装载荷,其性能直接决定了起重机的运行稳定性、安全性和使用寿命。在车轮生产过程中,有铸造和锻造两种主要工艺,而门式起重机车轮锻件之所以普遍选用专业锻造工艺,而非铸造工艺,核心在于专业锻造工艺能够显著提升车轮的力学性能、结构稳定性和使用寿命,更好地适应门式起重机的工作工况,规避铸造工艺带来的各类缺陷和安全隐患。本文将从工艺特性、性能优势、工况适配等方面,详细解析门式起重机车轮锻件选用专业锻造工艺的原因。
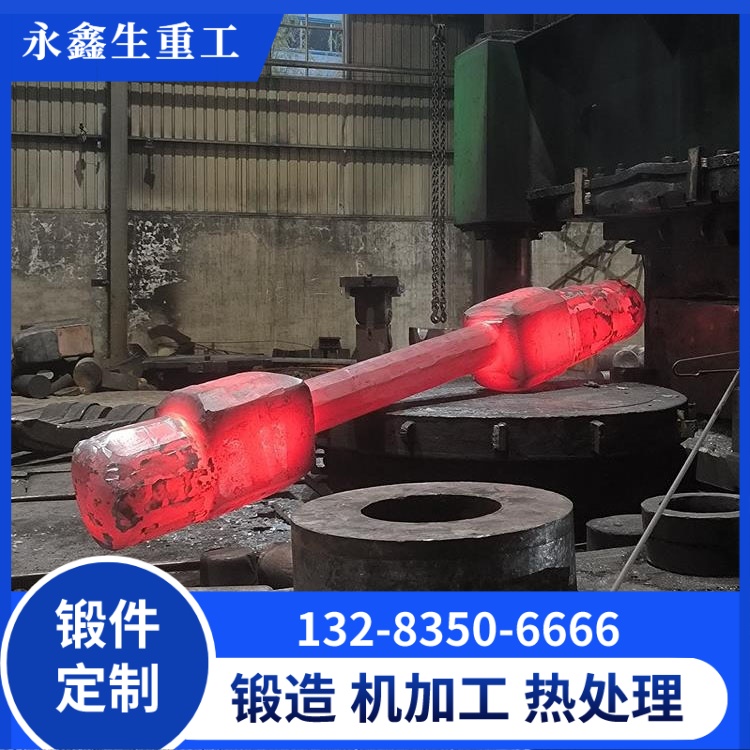
专业锻造工艺能够消除金属内部缺陷,提升车轮锻件的致密度和力学性能,这是选用该工艺的核心原因。铸造工艺是将熔融的金属液倒入模具中,冷却成型,过程中易产生内部疏松、气孔、裂纹、夹杂物等缺陷,这些缺陷会严重影响车轮的强度、硬度和韧性,在门式起重机重载、高频冲击的工况下,极易导致车轮变形、断裂,引发安全事故。而专业锻造工艺是通过高温加热,将金属坯料经过多次锻打、塑形,使金属内部的晶粒细化,消除原材料中的疏松、气孔等缺陷,形成致密的金属组织,从而显著提升车轮锻件的抗拉强度、硬度和抗冲击性。

从力学性能对比来看,专业锻造的车轮锻件,抗拉强度通常比铸造车轮高出30%以上,硬度可达HB220-HB320,兼具良好的耐磨性和抗疲劳性,能够承受长期重载冲击而不发生变形或断裂;而铸造车轮的抗拉强度较低,硬度不均,易出现磨损过快、脆性断裂等问题。例如,45#钢铸造车轮的抗拉强度约为400MPa,而经过专业锻造后的45#钢车轮锻件,抗拉强度可达600MPa以上,力学性能提升显著,能够更好地适应门式起重机的重载需求。
专业锻造工艺能够精准控制车轮锻件的尺寸精度和表面质量,提升其适配性和运行稳定性。门式起重机车轮锻件与轨道的贴合精度、尺寸偏差,直接影响起重机的行走稳定性,若尺寸偏差过大,会导致车轮与轨道贴合不紧密,运行过程中出现跑偏、卡滞、磨损不均等问题,缩短车轮和轨道的使用寿命。专业锻造工艺采用模锻、精锻等技术,结合精密加工,能够将车轮的直径、轮缘厚度、踏面弧度、孔径等关键尺寸的误差控制在±0.1mm以内,确保车轮与轨道贴合紧密,行走过程中受力均匀,减少摩擦和磨损,提升起重机的运行稳定性。

专业锻造工艺能够根据门式起重机的工况需求,实现定制化生产,提升车轮锻件的适配性。不同场景下的门式起重机,其载荷大小、运行频率、环境条件存在较大差异,对车轮的材质、尺寸、结构要求也各不相同。专业锻造工艺可根据客户需求,调整锻打工艺、材质选型和结构设计,生产出符合特定工况的车轮锻件。例如,港口重载门式起重机,可通过强化锻打工艺、选用高强度合金材质,提升车轮的承载能力和抗磨损性能;钢厂高温环境下的门式起重机,可采用耐热合金材质和特殊锻造工艺,提升车轮的耐高温性能,避免因高温导致的材质软化、变形。
专业锻造工艺生产的车轮锻件,使用寿命更长,能够降低设备维护成本。门式起重机车轮作为易损部件,其更换频率直接影响设备的维护成本和运行效率。专业锻造的车轮锻件,因内部组织致密、力学性能优异、耐磨性强,使用寿命通常可达6-10年,而铸造车轮的使用寿命仅为2-3年,甚至更短。选用专业锻造工艺的车轮锻件,能够减少部件更换频率,降低维护成本,提升设备的运行效率,为企业节省生产成本。

此外,专业锻造工艺更加符合行业标准和安全要求。随着门式起重机行业的不断发展,相关行业标准对车轮部件的力学性能、尺寸精度、质量管控等要求不断提高,专业锻造工艺能够严格按照行业标准生产,确保车轮锻件符合安全规范,有效规避因车轮品质不合格导致的安全事故。而铸造工艺由于缺陷难以控制,部分铸造车轮无法达到行业标准,存在较大的安全隐患。
综上所述,门式起重机车轮锻件选用专业锻造工艺,是因为该工艺能够消除金属内部缺陷、提升力学性能、精准控制尺寸精度、实现定制化生产、延长使用寿命,更好地适应门式起重机的重载、高频冲击工况,符合行业标准和安全要求。选用专业锻造工艺的车轮锻件,不仅能够提升门式起重机的运行稳定性和安全性,还能降低维护成本,为企业创造更大的经济效益。
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号