
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
大型铝筒体锻件制造与精加工技术
大型铝筒体锻件是指直径大于1米、长度大于3米、重量大于500kg的圆柱形铝锻件,广泛应用于风电设备、压力容器、核电设备、航空航天、大型机械等高端装备领域,其制造和精加工技术直接关系到装备的安全性、稳定性和使用寿命。与中小型铝筒体锻件相比,大型铝筒体锻件的尺寸大、重量重、精度要求高、制造难度大,对制造工艺和精加工技术的要求更为严苛。本文将详细介绍大型铝筒体锻件的制造工艺和精加工技术,分析其技术难点和优化措施,为行业生产提供专业参考。
大型铝筒体锻件的制造工艺遵循“坯料准备—加热—锻造—热处理—粗加工—精加工—检测—包装”的核心流程,其中锻造和热处理是制造环节的核心,直接决定锻件的内部质量和力学性能;精加工则是确保锻件尺寸精度和表面质量的关键,两者相辅相成,缺一不可。
首先是坯料准备环节,大型铝筒体锻件的坯料尺寸大、重量重,通常采用铸锭作为坯料,常用的铝合金牌号有6061、7075、2A12、5083等,需根据大型铝筒体的用途和工况要求,选择合适牌号的铝合金铸锭。坯料准备的核心是确保铸锭的质量,铸锭需经过严格的检验,包括化学成分检测、力学性能检测、内部质量检测和表面质量检测,确保铸锭无气孔、疏松、夹杂、裂纹等缺陷,化学成分和力学性能符合标准。此外,铸锭在使用前需进行均匀化处理,将铸锭加热至一定温度,保温一段时间,消除铸锭内部的成分偏析和内应力,细化晶粒,提升铸锭的塑性,为后续锻造做好准备。

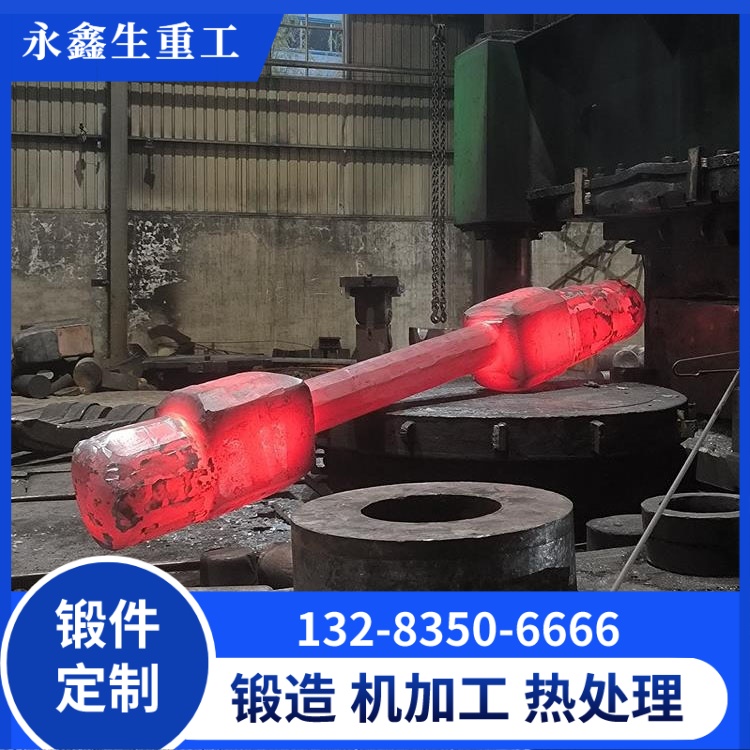
加热环节是大型铝筒体锻件锻造的前提,由于铸锭尺寸大、重量重,加热难度较大,需采用大型加热炉(如环形加热炉、井式加热炉)进行加热,确保铸锭加热均匀、温度精准。加热温度需根据铝合金牌号确定,通常控制在420-540℃,加热过程中需严格控制升温速度,避免铸锭表面与内部温度差过大,产生热应力,导致铸锭开裂。同时,加热时间需足够,确保铸锭内部温度均匀,获得良好的塑性,一般加热时间为2-4小时,具体根据铸锭尺寸和材质调整。加热过程中需实时监测温度,采用温度传感器等设备,及时调整加热参数,避免过热或过烧。
锻造环节是大型铝筒体锻件成型的核心,由于其尺寸大、重量重,通常采用自由锻成型,部分高精度大型铝筒体锻件采用模锻或环轧成型。自由锻成型主要通过大型水压机、锻锤等设备,对加热后的铸锭进行镦粗、冲孔、扩孔、拔长等一系列操作,逐步将铸锭锻造成圆柱形筒体。大型铝筒体锻件的锻造难点在于金属塑性流动不均、成型难度大、尺寸控制困难,因此,锻造过程中需重点注意以下几点:一是合理确定锻造比,大型铝筒体锻件的锻造比通常控制在3-5之间,确保铸锭内部缺陷得到充分消除,晶粒细化,提升锻件的强度和韧性;二是控制锻造速度和压力,锻造速度不宜过快,压力需均匀施加,避免金属流动不均,产生裂纹、折叠等缺陷;三是采用分段锻造、逐步成型的方式,先镦粗铸锭,消除内部疏松,再冲孔、扩孔,逐步扩大筒体直径,最后拔长,调整筒体长度和壁厚,确保成型完整、尺寸均匀;四是锻造过程中需及时清除表面氧化皮,采用高压水枪或机械打磨的方式,避免氧化皮混入锻件内部,产生夹杂缺陷;五是配备专业的锻造工程师,实时监控锻造过程,根据铸锭的变形情况,及时调整工艺参数,确保锻造过程稳定。
对于高精度大型铝筒体锻件,采用模锻或环轧成型工艺。模锻成型需设计大型专用模具,模具材质选用高强度、耐高温、耐磨的H13模具钢,经过淬火、回火等热处理工艺,提升模具的硬度和使用寿命。环轧成型则是通过环轧机,对加热后的环形坯料进行轧制,使坯料逐渐成型为筒体,该工艺具有成型精度高、生产效率高、金属利用率高的优势,能有效保证大型铝筒体的壁厚均匀、圆度精准,适用于批量生产高精度大型铝筒体锻件。

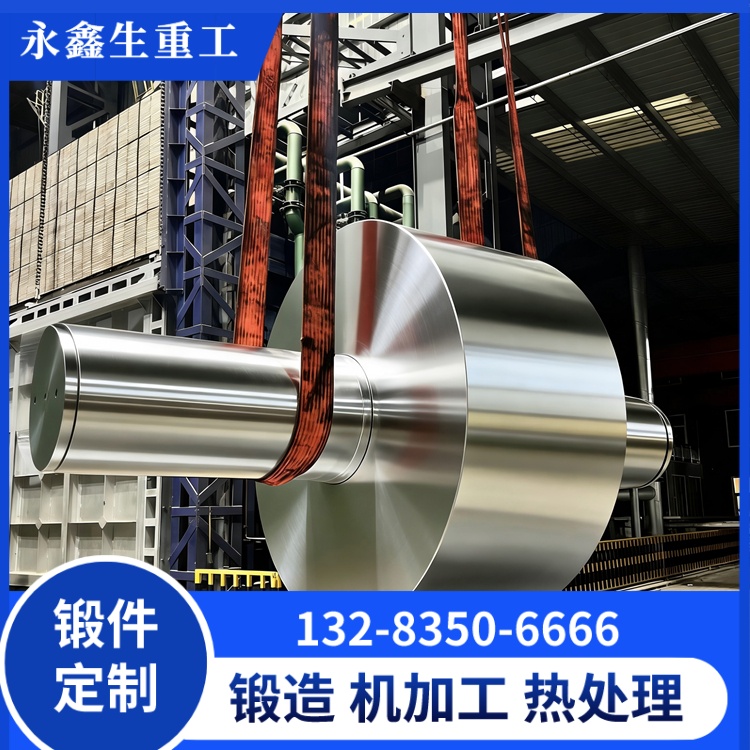
热处理环节是提升大型铝筒体锻件力学性能的关键,由于大型铝筒体锻件尺寸大、重量重,热处理过程中易出现温度不均、内应力过大、变形等问题,因此需采用针对性的热处理工艺。大型铝筒体锻件的热处理主要采用固溶处理、时效处理和退火处理,具体工艺需根据铝合金牌号和性能要求调整。固溶处理时,需将锻件放入大型热处理炉中,加热至500-550℃,保温3-6小时(根据锻件尺寸调整),确保合金元素充分溶解到基体中,然后采用水淬或强制风冷的方式快速冷却,获得过饱和固溶体,提升锻件的强度和硬度。时效处理则是将固溶处理后的锻件,在120-180℃的温度下保温8-12小时,使合金元素析出,进一步优化锻件的力学性能,同时消除部分内应力。退火处理主要用于消除锻造过程中产生的内应力,降低锻件的硬度,提高塑性,便于后续精加工,退火温度控制在300-400℃,保温2-4小时后缓慢冷却,避免锻件产生变形。
热处理过程中,需重点控制加热速度、保温时间和冷却速度,采用分区加热、均匀保温的方式,确保锻件内部温度均匀,避免出现局部过热或过冷的情况。同时,需采用专用的支撑装置,将大型铝筒体锻件固定,防止热处理过程中因自身重量和温度变化产生变形,确保锻件的形状精度。
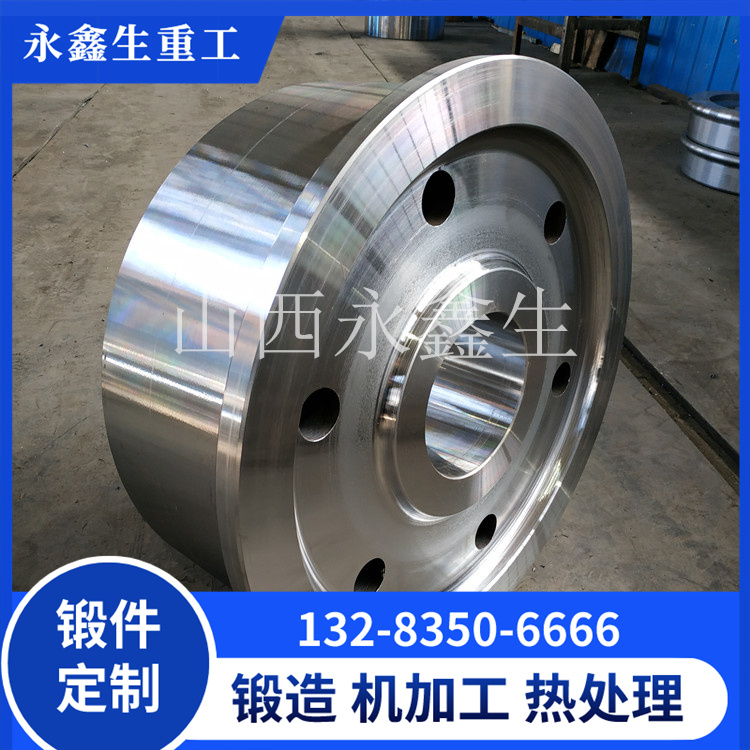
大型铝筒体锻件的精加工技术,是确保其尺寸精度、表面质量和密封性符合要求的关键,主要分为粗加工和精加工两个阶段。粗加工阶段的主要目的是去除锻造后的多余金属,修整锻件的形状和尺寸,为精加工奠定基础,主要采用大型车床、铣床等设备,进行车削、铣削等操作,去除锻件表面的氧化皮、毛刺和多余余量,使锻件的直径、长度、壁厚等参数接近设计要求,粗加工后的表面粗糙度控制在Ra6.3-Ra12.5之间。
精加工阶段是提升大型铝筒体锻件精度和表面质量的核心,主要采用高精度加工设备和工艺,包括精密车床、数控镗床、精密磨削机床等,进行车削、镗孔、磨削等操作。对于大型铝筒体的内孔和外圆,采用精密车削和磨削工艺,确保内孔和外圆的圆度、圆柱度符合要求,圆度误差控制在0.01-0.03mm之间;对于有密封要求的端部法兰面,采用精密磨削和抛光工艺,确保法兰面的平面度和粗糙度,平面度误差控制在0.005-0.01mm之间,表面粗糙度达到Ra1.6-Ra3.2,确保密封性能,避免出现泄漏问题。
大型铝筒体锻件的精加工难点在于尺寸大、重量重,加工过程中易出现振动、变形等问题,影响加工精度。因此,精加工过程中需采取以下措施:一是选用高精度、高刚性的加工设备,配备专用的夹具和支撑装置,确保锻件在加工过程中稳定,避免振动;二是采用合理的加工参数,控制切削速度、进给量和切削深度,避免因切削力过大导致锻件变形;三是采用分段加工、多次精修的方式,逐步修正尺寸误差,确保加工精度;四是在精加工过程中,实时监测加工尺寸,采用三坐标测量仪、激光测量仪等设备,及时调整加工参数,避免尺寸偏差。

此外,对于部分有特殊要求的大型铝筒体锻件,还需进行表面处理,如阳极氧化、喷涂、氮化等,提升锻件的耐腐蚀性能和表面硬度,延长使用寿命。阳极氧化处理能在锻件表面形成一层致密的氧化膜,增强耐腐蚀性;喷涂处理则能进一步提升表面耐磨性和耐腐蚀性,适用于复杂工况环境;氮化处理能提升锻件表面硬度,增强耐磨性,适用于需要承受磨损的部位。
检测环节是大型铝筒体锻件制造和精加工的最后一道防线,由于其尺寸大、精度要求高,检测难度较大,需采用先进的检测设备和方法,进行全面的质量检测。检测内容主要包括尺寸检测、表面质量检测、内部质量检测和力学性能检测。尺寸检测采用三坐标测量仪、激光测量仪、大型卡尺等设备,全面检测锻件的直径、长度、壁厚、圆度、圆柱度、平面度等尺寸参数,确保符合设计要求;表面质量检测采用目视、放大镜、表面粗糙度仪等方式,检查锻件表面是否存在裂纹、夹杂、凹陷、划痕等缺陷,确保表面质量达标;内部质量检测采用超声波检测、射线检测等无损检测方法,对锻件内部进行全面检测,检查是否存在气孔、疏松、裂纹等缺陷,确保内部质量合格;力学性能检测通过拉伸试验、硬度试验、冲击试验等,检测锻件的抗拉强度、屈服强度、硬度、冲击韧性等性能指标,确保符合行业标准和客户要求。
大型铝筒体锻件的制造和精加工,还存在一些技术难点,主要包括:一是大型铸锭的质量控制难度大,易出现成分偏析、内部缺陷等问题;二是锻造过程中金属塑性流动不均,易产生裂纹、折叠等缺陷;三是热处理过程中温度控制和变形控制难度大;四是精加工过程中振动和变形问题突出,影响加工精度。针对这些难点,可采取以下优化措施:一是加强铸锭的质量控制,采用优质的铝合金原材料,优化铸锭生产工艺,进行均匀化处理,确保铸锭质量;二是优化锻造工艺,采用等温锻造、分段锻造等方式,控制金属塑性流动,减少缺陷产生;三是优化热处理工艺,采用分区加热、均匀冷却的方式,配备专用支撑装置,控制锻件变形;四是提升精加工设备的精度和刚性,采用先进的加工工艺和检测技术,减少振动和变形,确保加工精度。
总之,大型铝筒体锻件的制造和精加工技术,是高端装备制造领域的核心技术之一,涉及坯料准备、加热、锻造、热处理、精加工、检测等多个环节,每个环节都有严格的技术要求。只有掌握核心技术,优化工艺参数,加强质量管控,才能生产出高质量、高精度的大型铝筒体锻件,满足风电、核电、航空航天等高端装备领域的应用需求。随着工业技术的不断发展,大型铝筒体锻件的制造和精加工技术将不断创新,生产效率和产品质量将进一步提升,为高端装备制造行业的发展提供更有力的支撑。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号