
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







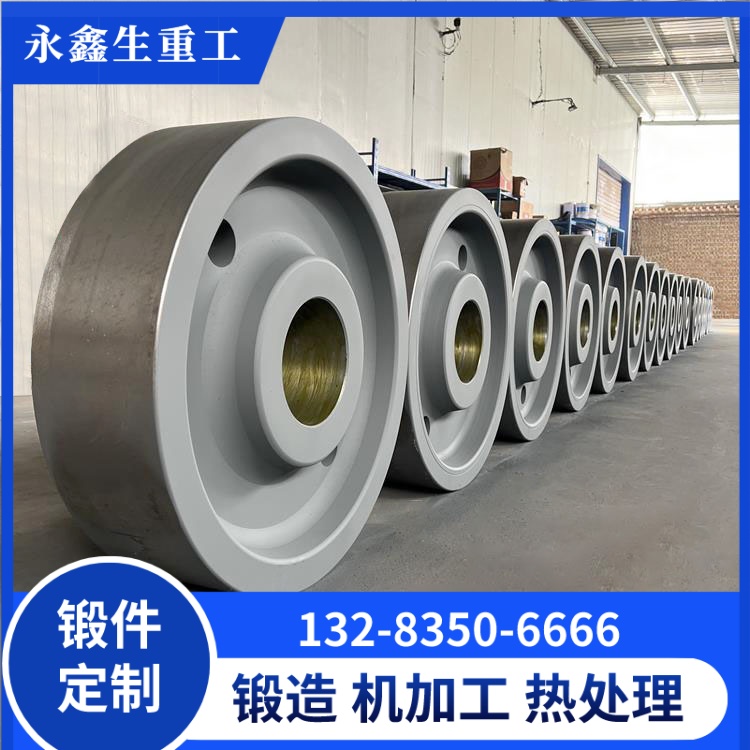
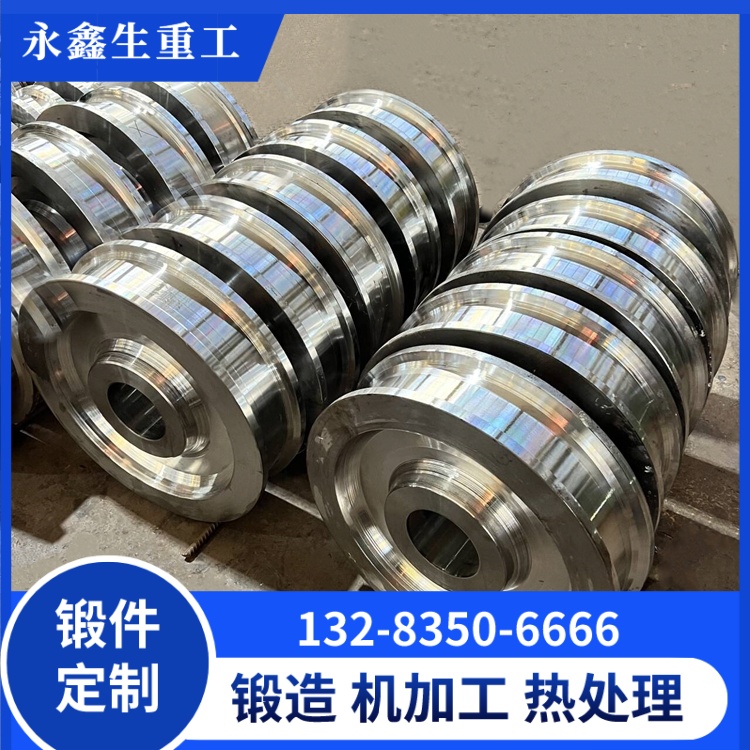
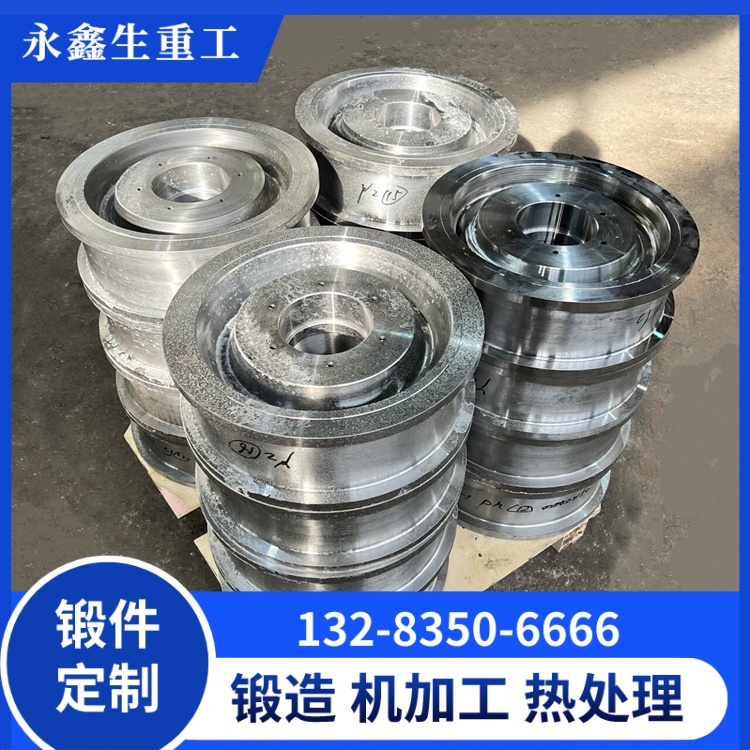
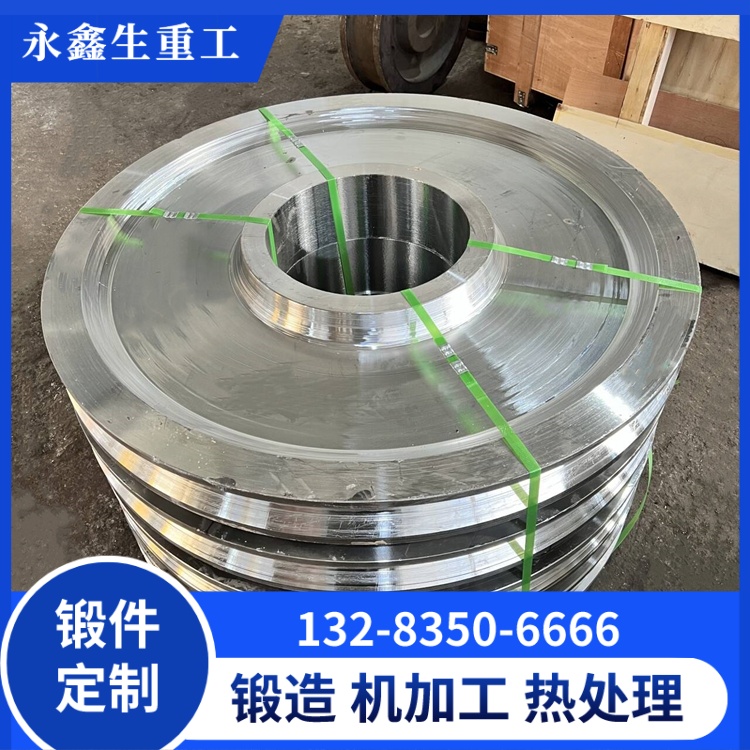
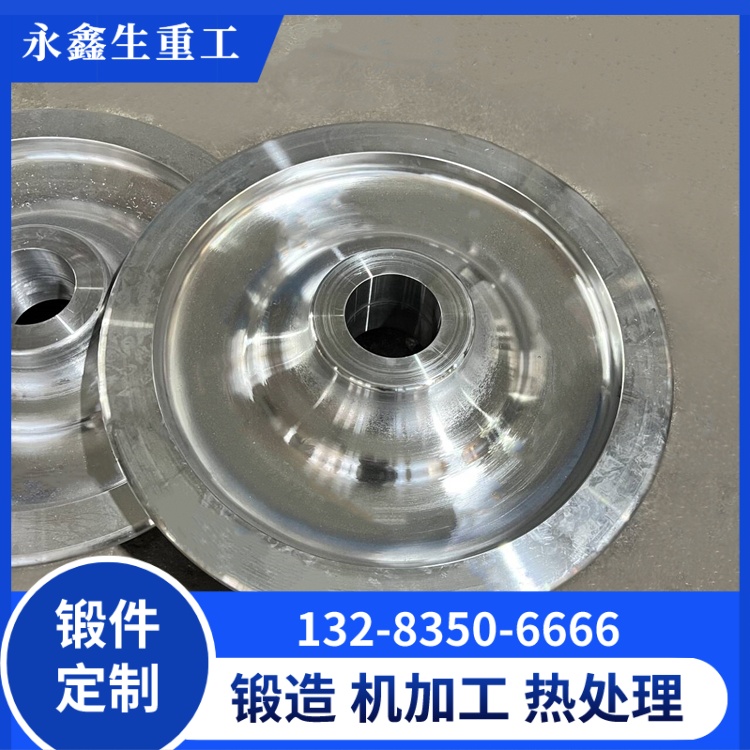
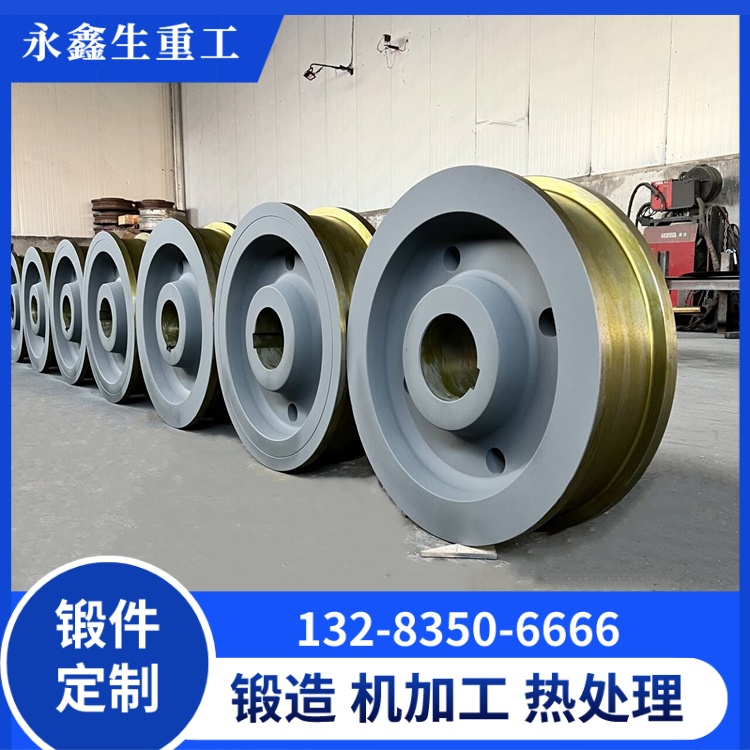
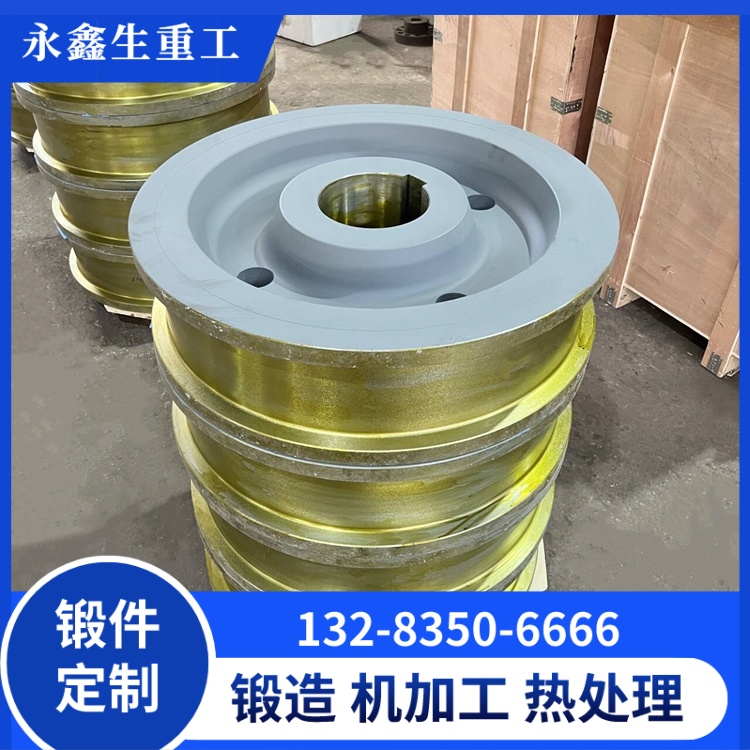
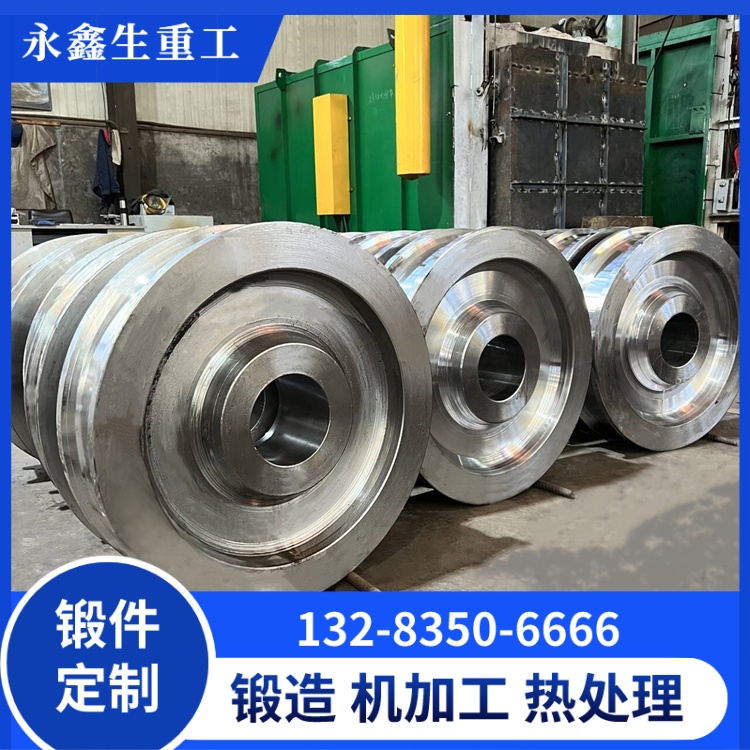
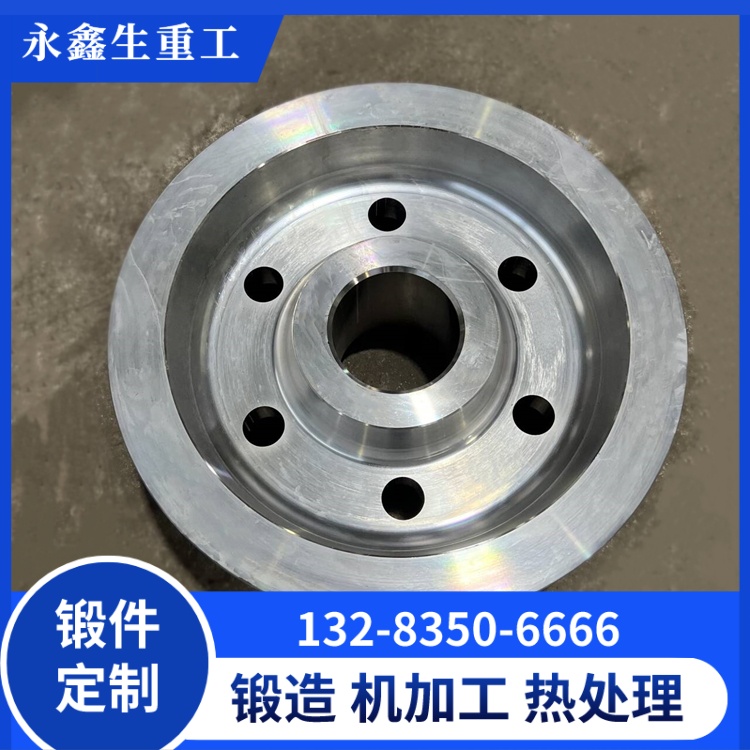
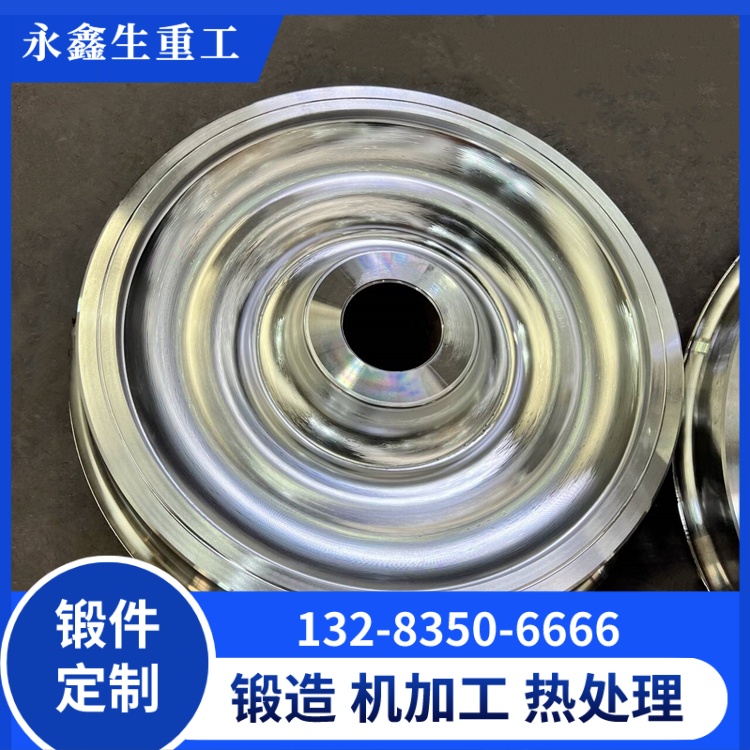
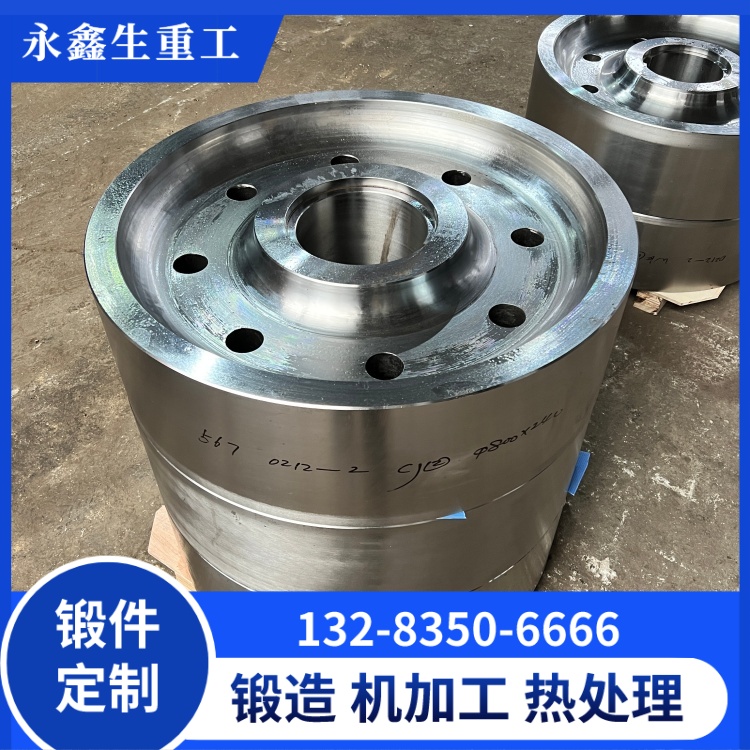
锻件
Product
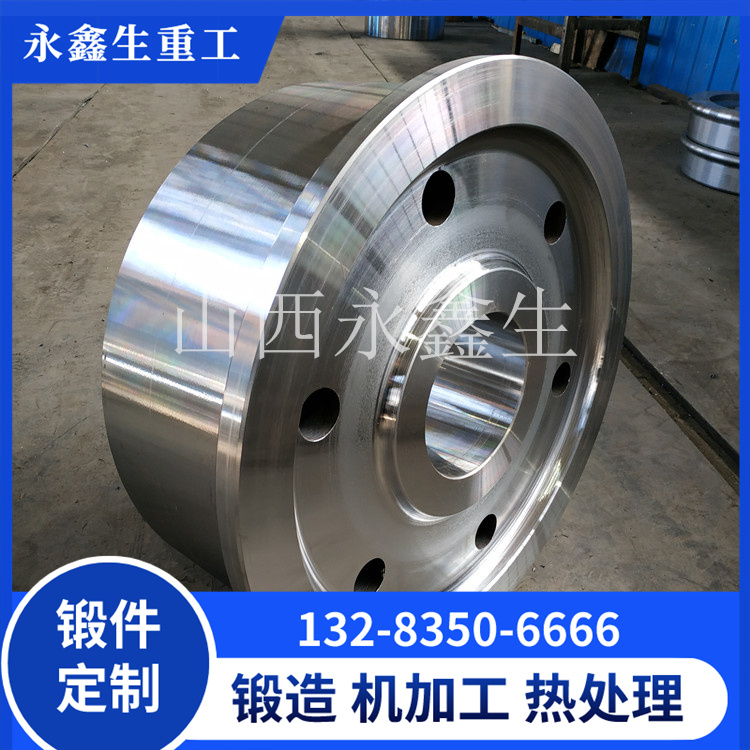
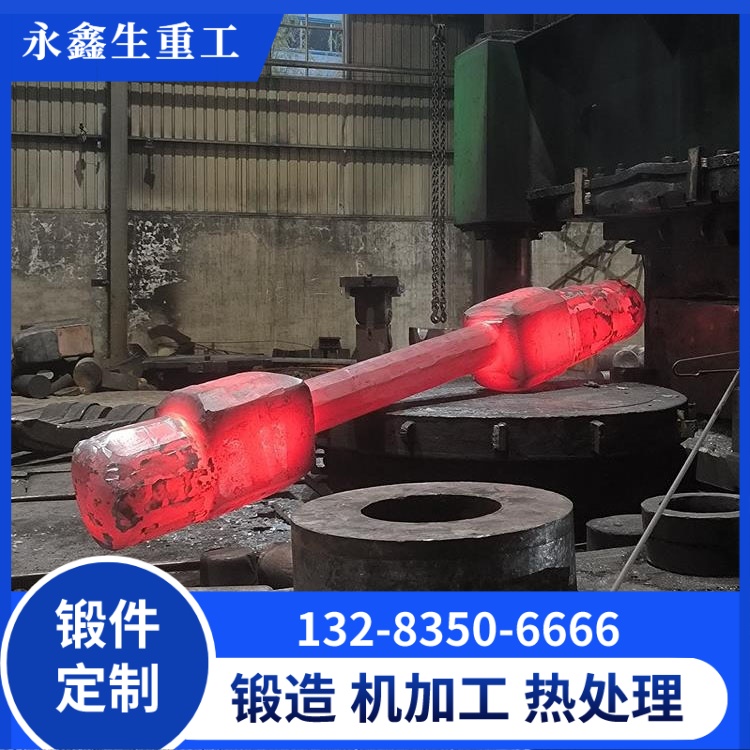
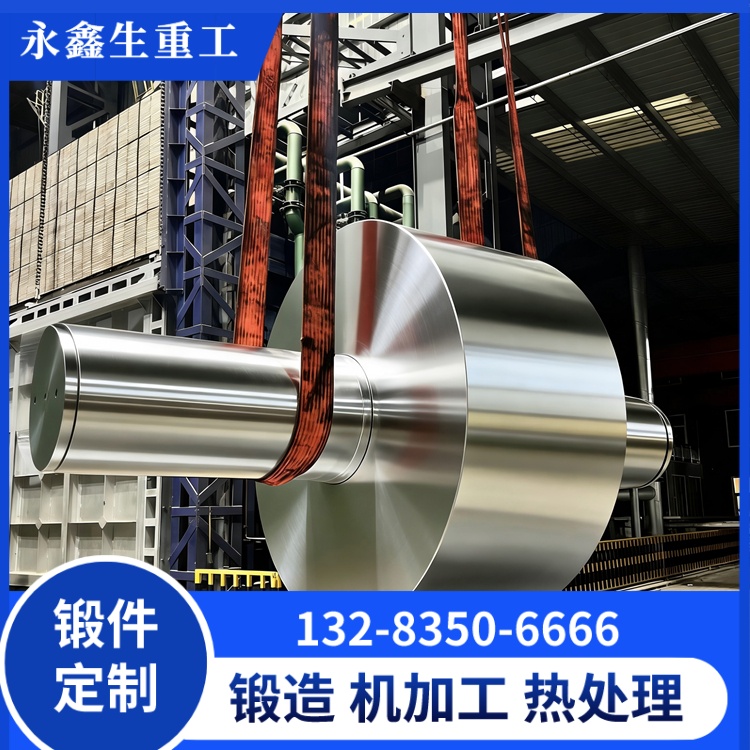
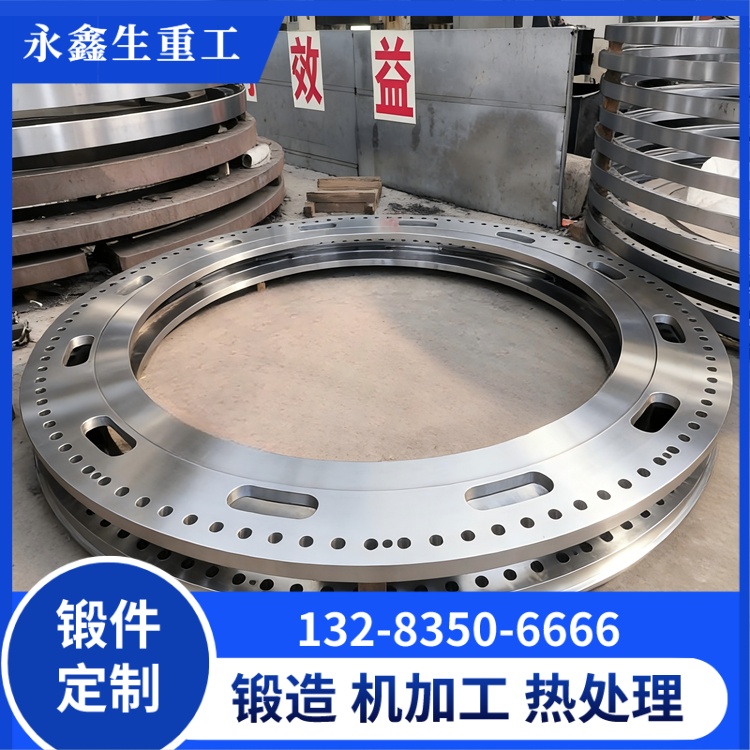
山西永鑫生重工股份有限公司主要从事:铝合金锻件及其他材质锻件产品.我司是一家集:锻造,机加工,热处理,检验于一体的生产厂家.公司秉承,质量是企业的生命,让您满意是我们永恒的追求,为企业理念,推陈出新不断,为客户生产质优产品,公司产品质量可靠,价格实惠欢迎新老客户来电咨询!


why
为什么选择我们?- 实力雄厚,值得信赖
- 规模生产,供货稳定
- 技术可靠,种类齐全
- 周全的服务和售后
公司总占地约20000平方米,厂房面积约15000平方米,下设3条锻造生产线,主要设备有8000t、15000t锻压机、3t、5t、8t锻锤、2.5-4米立车、12米卧车、1.25立车、数控镗铣床、数控钻铣床、龙门铣床、滚齿机、线切割、10米正退火炉等100多台设备。可根据图纸、化学成分及技术要求独立生产100吨内锻件产品
 咨询服务热线:13283506666
咨询服务热线:13283506666
公司从事锻件的生产与销售业务多年,并已于2018年分别取得中国CCS船级社、法国BV船级社资格等涵盖了起重机械、轨道交通、海工船舶、石油化工、电力、矿山机械、工程机械、压力容器、航天等行业领域。
咨询服务热线:13283506666
现有员工100余人,其中管理人员16人,技术人员3人,检验人员7人,年生产能力2.5万吨钢锻件产品。
咨询服务热线:13283506666
努力为客户打造高质量的产品,希望广大客户到厂参观和联系洽谈。
咨询服务热线:13283506666
案例集锦
Case highlights






在线填写需求,我们将尽快联系您!

资讯中心
Information Center
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...

在工业制造领域,套筒作为关键连接件或传动部件,其耐磨性与使用寿命直接影响设备运行效率和维护成本。山西永鑫生重工股份有限公司生产的锻...
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号