
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
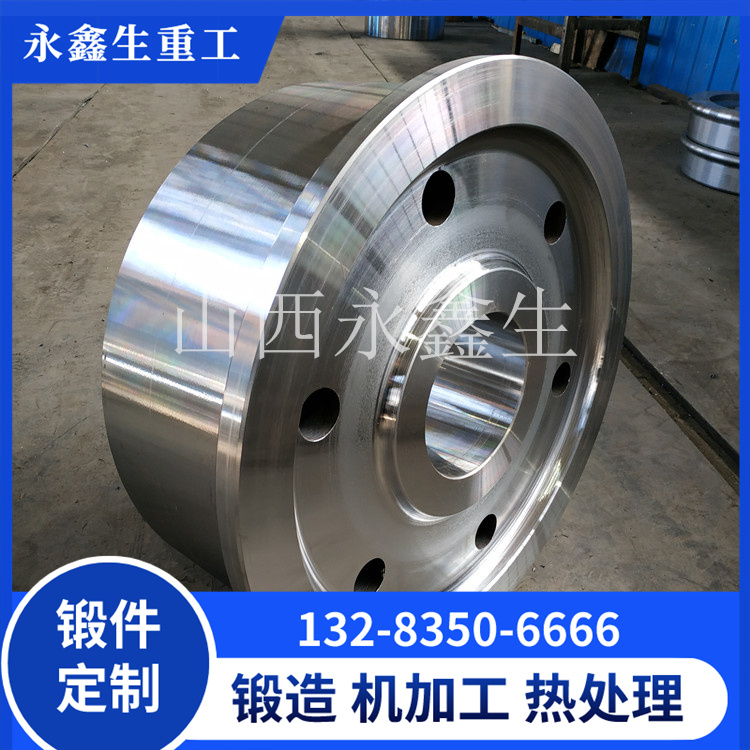
45#钢桥式起重机行车轮锻件的热处理工艺及质量控制
45#钢作为桥式起重机行车轮锻件的常用材质,其热处理工艺直接影响车轮锻件的力学性能和使用寿命。合理的热处理工艺能够提升45#钢车轮锻件的硬度、韧性和耐磨性,确保其满足轻中载起重作业的需求。本文将详细介绍45#钢行车轮锻件的热处理工艺及质量控制要点。
45#钢行车轮锻件的热处理工艺主要为调质处理,即淬火+高温回火。调质处理的目的是使车轮锻件获得均匀的回火索氏体组织,从而实现高强度、高韧性的平衡,确保车轮踏面的耐磨性和芯部的韧性。

淬火工艺是45#钢车轮锻件热处理的关键环节,其工艺参数直接影响车轮锻件的硬度和组织性能。淬火温度通常控制在820~850℃,在此温度下,45#钢能够完全奥氏体化,确保淬火后获得均匀的马氏体组织。淬火冷却介质通常采用水或油,其中水冷却速度较快,能够获得较高的硬度,但容易产生裂纹;油冷却速度较慢,能够减少裂纹的产生,提高车轮锻件的韧性。
在淬火过程中,需要注意以下几点:一是严格控制加热温度和加热时间,避免加热温度过高或过低,以及加热时间过长或过短,否则会影响车轮锻件的组织性能;二是控制冷却速度,根据车轮锻件的尺寸和形状选择合适的冷却介质,确保冷却均匀,避免出现裂纹、变形等缺陷;三是淬火后及时进行回火处理,避免 车轮锻件因内应力过大而产生裂纹。

回火工艺是45#钢车轮锻件热处理的重要环节,其目的是消除淬火后的内应力,降低硬度,提高韧性,使车轮锻件的力学性能达到最佳状态。回火温度通常控制在550~650℃,回火时间根据车轮锻件的尺寸和形状确定,一般为2~4小时。
在回火过程中,需要注意以下几点:一是严格控制回火温度和回火时间,避免回火温度过高或过低,以及回火时间过长或过短,否则会影响车轮锻件的硬度和韧性;二是控制回火冷却速度,通常采用空冷或炉冷,确保冷却均匀,避免出现组织不均匀的情况;三是回火后进行硬度检测,确保车轮锻件的硬度达到HB220~250的要求。

除了热处理工艺的控制,45#钢桥式起重机行车轮锻件的质量控制还包括以下几个方面:一是原材料的质量控制,选择优质的45#钢原材料,确保其化学成分和力学性能符合要求;二是锻造工艺的控制,严格控制锻造温度、变形量等参数,避免出现裂纹、疏松等缺陷;三是加工工艺的控制,采用合适的加工设备和刀具,确保加工精度和表面质量;四是成品检测,对车轮锻件进行硬度检测、金相分析、无损检测等,确保其质量符合标准。
在实际生产中,常见的质量问题及解决措施如下:一是车轮锻件出现裂纹,主要原因是加热温度过高、冷却速度过快或内应力过大,解决措施是合理控制加热温度和冷却速度,加强回火处理,消除内应力;二是车轮锻件硬度不足,主要原因是淬火温度过低、回火温度过高或保温时间不足,解决措施是提高淬火温度,降低回火温度,延长保温时间;三是车轮锻件表面缺陷,主要原因是原材料质量不佳、锻造工艺不当或加工工艺不合理,解决措施是严格控制原材料质量,优化锻造和加工工艺,加强表面处理。
综上所述,45#钢行车轮锻件的热处理工艺和质量控制至关重要,只有严格控制热处理工艺参数,加强各个环节的质量管控,才能确保45#钢车轮锻件的力学性能和使用寿命,满足桥式起重机的运行需求。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号