
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
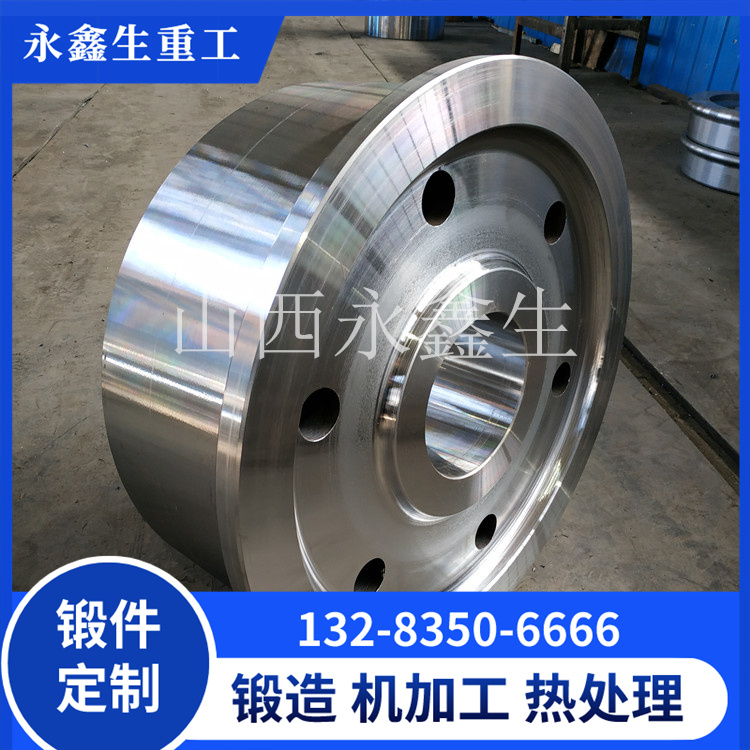
重载工业必看:行车轮锻件从选型到售后,全流程避坑指南
在矿山、冶金、港口等重载工业场景中,行车轮锻件是起重设备的 “行走心脏”,其质量直接决定设备运行安全、效率与寿命。从选型、生产、安装到售后,任何环节疏漏都可能引发轮体开裂、磨损过快、设备停机等问题,造成高额维修成本与生产损失。本文结合行业标准与实战经验,梳理全流程避坑要点,助力企业选对、用好、管好行车轮锻件。
一、选型避坑:拒绝盲目,精准匹配工况
1. 材质选型:拒绝 “唯高价论”,按需适配行车轮锻件常用材质为65Mn、35CrMo、42CrMo等合金钢,不同材质适配场景差异显著。65Mn 淬透性好、耐磨性强,表面硬度可达 HRC45-55,适合中重载、高摩擦的常规工况;35CrMo、42CrMo 韧性与强度均衡,抗冲击、抗疲劳性能优异,适配超重型、频繁启停的恶劣工况。避坑要点:切勿为降低成本选用普通碳钢替代合金钢,也无需盲目选用高端材质增加成本。需结合设备额定载荷、运行速度、工况环境(如高温、腐蚀),由专业厂家提供材质匹配方案,同时要求厂家提供原材料光谱分析报告、力学性能检测报告,杜绝劣质钢坯流入。
2. 尺寸与载荷:精准计算,拒绝 “小马拉大车”行车轮承载能力需与设备轮压严格匹配,轮压计算需综合额定起重量、轮数、自重、运行冲击系数等参数。例如 50 吨门式起重机配 4 个车轮,单轮轮压需精准核算,所选车轮额定承载能力必须超出计算值 10%-20%,预留安全余量。避坑要点:拒绝仅凭经验选型,忽略轮压精准计算;同时核对轮径、轮宽、轮缘高度等尺寸,确保与钢轨、轴承座匹配,避免因尺寸偏差导致轮缘啃轨、轴承异常磨损。
3. 工艺选择:认准锻造,远离劣质铸造锻造工艺通过压力使金属塑性变形,消除内部疏松、气孔等缺陷,组织更致密,力学性能均匀,承载与抗疲劳能力远超铸造车轮。避坑要点:坚决拒绝 “以铸代锻” 产品,选购时要求厂家提供锻造工艺文件、锻造比数据(建议 3:1-5:1),并通过超声波探伤检测内部质量,杜绝内部裂纹、夹杂等隐患。

二、生产与验收避坑:严控细节,守住质量底线
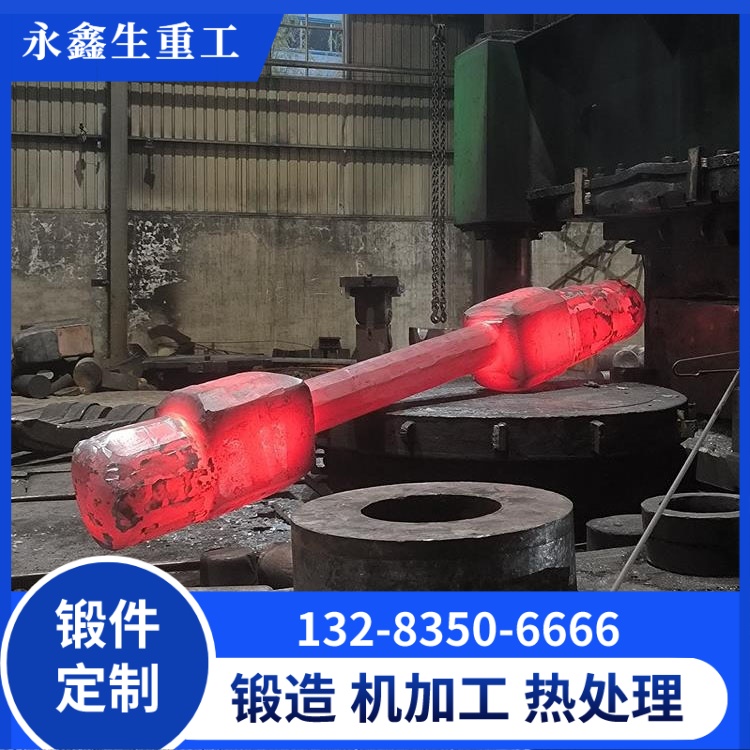
1. 锻件过程:温度与变形双管控锻造需严格控制始锻温度(1100-1200℃)、终锻温度(≥820℃),严禁低温强行锻打,防止轮体产生裂纹、晶粒粗大。同时优化预锻 + 终锻工艺,确保金属流线沿轮体轮廓分布,避免应力集中。避坑要点:拒绝无温度监控、无工艺记录的小作坊产品,要求厂家提供锻造温度曲线、锻造力数据,确保工艺合规。
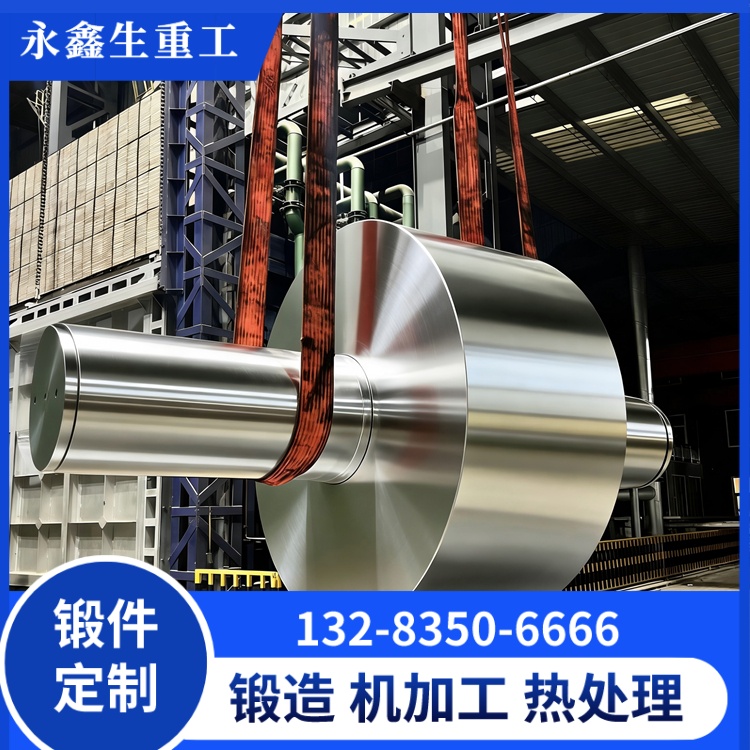
2. 热处理:硬度与韧性平衡是关键行车轮需表面高硬度(耐磨)、心部高韧性(抗冲击),通常采用淬火 + 回火工艺。65Mn 材质踏面硬度需稳定在 HRC45-55,淬硬层深度达标;35CrMo、42CrMo 需精准控制回火温度,避免硬度不足或脆性过大。避坑要点:验收时检测踏面硬度、淬硬层深度,拒绝硬度不均、淬硬层过浅的产品,防止早期磨损、剥落。
3. 成品验收:全维度检测,拒绝 “带病出厂”验收需覆盖尺寸精度(轮径、轮宽公差符合 JB/T 6392-2008 标准)、表面质量(无裂纹、褶皱、划伤)、内部质量(超声波探伤无缺陷)、力学性能(屈服强度、延伸率达标)。避坑要点:不验收无完整检测报告、无出厂合格证的产品,重点检测轮缘与轮辐过渡处、踏面等关键部位,杜绝隐性缺陷。

三、安装与运维避坑:规范操作,延长使用寿命
1. 安装:精准装配,杜绝安装隐患安装时确保车轮与轴、轴承座同轴度达标,轮距、轨距符合设计要求,避免因装配偏差导致轮缘啃轨、轴承发热损坏。同时做好润滑,选用重载专用润滑脂,确保润滑到位。避坑要点:拒绝野蛮安装,安装后进行空载、重载试运行,检测运行平稳性、无异响、无异常发热。
2. 日常运维:定期检查,及时止损日常需检查踏面磨损量(径向磨损超壁厚 32% 需更换)、轮缘裂纹、轴颈磨损(超 40% 需更换)、轴承状态。重载工况建议每季度全面检修,及时修复 minor 缺陷,避免小问题扩大化。避坑要点:杜绝 “重使用、轻维护”,建立运维台账,记录磨损、维修数据,为后续更换提供依据。
四、售后避坑:选对厂家,保障长期服务
1. 厂家选择:重资质,更重售后能力优先选择具备锻造资质、通过 ISO9001 认证、有多年行车轮生产经验的正规厂家(如山西永鑫生重工),其具备完善的质保体系与售后团队。避坑要点:拒绝无售后、无质保的低价厂家,签订合同时明确质保期(建议≥1 年)、质保范围、维修响应时间,避免售后无门。
2. 售后响应:及时沟通,快速解决设备运行中出现问题,第一时间联系厂家,提供故障照片、运行数据,厂家需快速排查原因,提供维修、更换方案。避坑要点:留存厂家售后联系方式,定期与厂家沟通,获取技术支持,优化运维方案。

行车轮锻件是重载工业设备的核心部件,全流程避坑需从选型源头把控,生产验收严守标准,安装运维规范操作,售后保障到位。企业需摒弃 “低价优先” 思维,选择品质可靠、售后完善的产品与厂家,才能实现设备安全稳定运行,降低全生命周期成本,为工业生产保驾护航。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号