
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
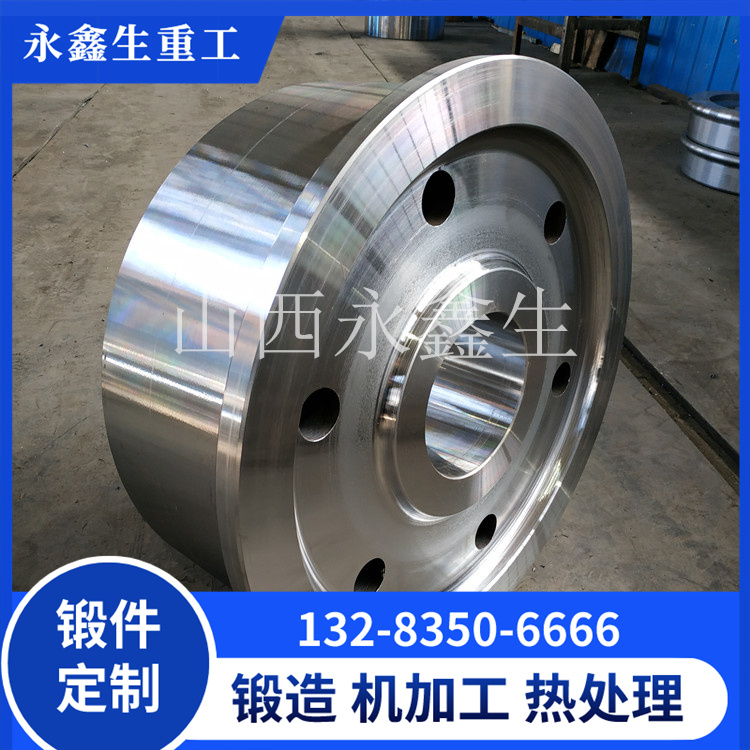
矿山起重机行车轮锻件:重载耐磨的井下作业基石
矿山作业环境恶劣,粉尘多、载荷大、冲击频繁,起重机作为井下及地面物料转运的核心设备,其运行稳定性直接关系到生产安全与效率。行车轮锻件作为矿山起重机的“行走脚掌”,承载着整机重量与矿石载荷,直面持续摩擦、冲击载荷及粉尘侵蚀的双重考验,是保障矿山重载作业连续、安全运行的核心基础件,其品质与性能决定着矿山起重机的使用寿命与运维成本。
矿山起重机的特殊工况,对行车轮锻件提出了远超普通工业场景的严苛要求。与冶金、港口起重机不同,矿山起重机需在狭窄井下空间、凹凸不平的轨道上作业,频繁启停、重载转运,车轮需承受瞬时冲击载荷与长期磨损,同时要抵御粉尘、潮湿等环境侵蚀,这就要求行车轮锻件必须具备高强度、高耐磨性、抗冲击性与耐腐蚀性的综合性能,而锻造工艺正是实现这一要求的核心路径。

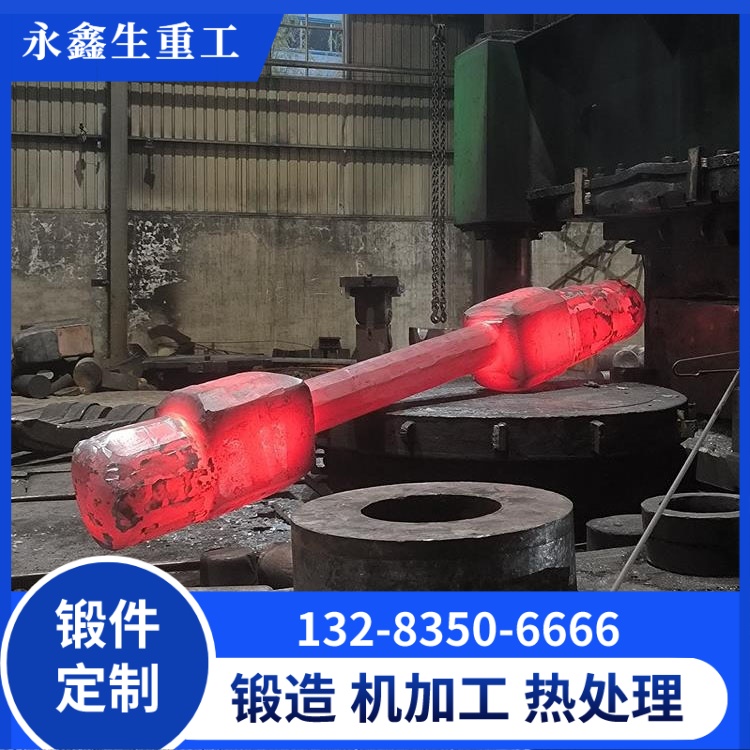
相较于铸造车轮,锻造工艺赋予矿山起重机行车轮更优异的内在品质。通过高温塑性变形,金属晶粒被细化,组织更加致密,有效消除了铸造工艺易产生的气孔、疏松等内部缺陷,形成连续完整的金属流线,大幅提升了锻件的抗拉强度、屈服强度与抗疲劳性能。经锻造处理的行车轮,抗变形、抗开裂能力显著增强,在矿山高频次、高负荷的作业环境下,不易出现踏面磨损、轮缘开裂等问题,运维频次大幅降低,适配矿山长期连续作业的需求。

材质选择是适配矿山工况的关键,需兼顾强度与耐磨性。目前矿山起重机行车轮锻件主流材质以42CrMo、65Mn高强度合金钢为主,其中42CrMo锻件抗拉强度可达1080MPa以上,硬度达HB280-320,具备优异的强韧性与抗冲击性,适用于A7-A8级高频重载矿山起重机;65Mn材质经热处理后,淬透性与耐磨性大幅提升,适配中大型矿山起重机的作业需求。针对井下潮湿、腐蚀性环境,还可选用耐腐蚀合金钢,通过表面防腐处理,进一步提升使用寿命,降低恶劣环境对锻件的损耗。

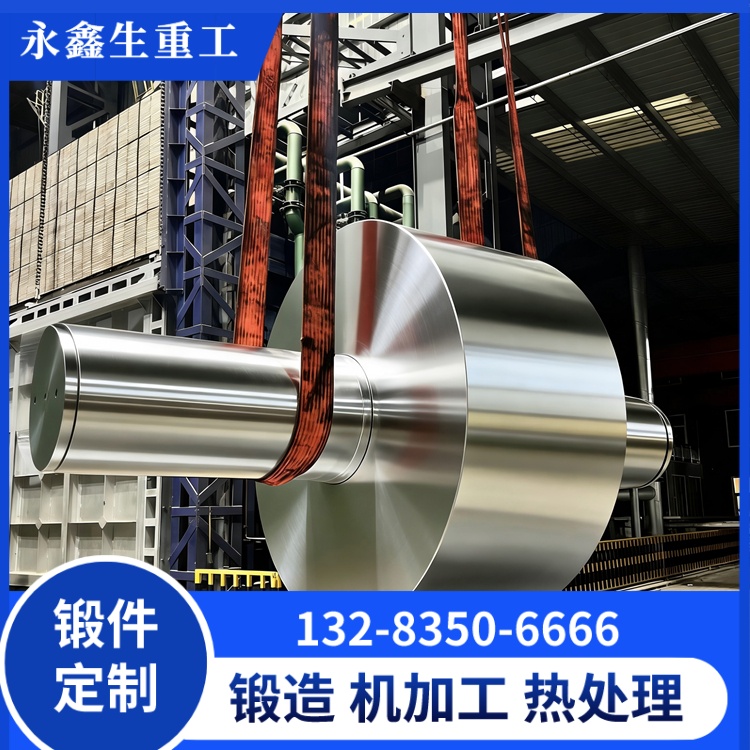
精密制造与严格质控是保障锻件适配矿山工况的核心。生产过程需经过材料优选、控温锻造、精准热处理、精加工及全流程检测五大环节:原材料进厂需通过光谱分析、无损检测,确保成分纯净无缺陷;锻造阶段采用闭式模锻,锻造比控制在3:1-5:1,保证轮缘、踏面受力均匀;热处理采用两段式控冷与表面淬火,根据轮径不同,淬硬层深度控制在5-20mm,构建强韧匹配的金相组织,提升耐磨与抗冲击能力。成品需严格遵循JB/T 6392-2008行业标准,通过超声波探伤、激光测厚等检测,确保无内部缺陷、尺寸精度达标,避免因尺寸偏差导致的啃轨、运行不稳等问题。
随着矿山智能化升级,矿山起重机向大型化、高效化发展,对行车轮锻件的要求持续提升。行业正通过智能化锻造设备、数字孪生技术优化工艺参数,结合AI视觉检测提升缺陷识别效率,推动锻件向高精度、高耐磨性、长寿命方向发展。作为矿山起重机的核心承重部件,行车轮锻件的精工制造,不仅能保障矿山作业安全,更能提升转运效率、降低运维成本,为矿山行业高质量发展筑牢基础。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号