
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区







 当前位置:
当前位置:
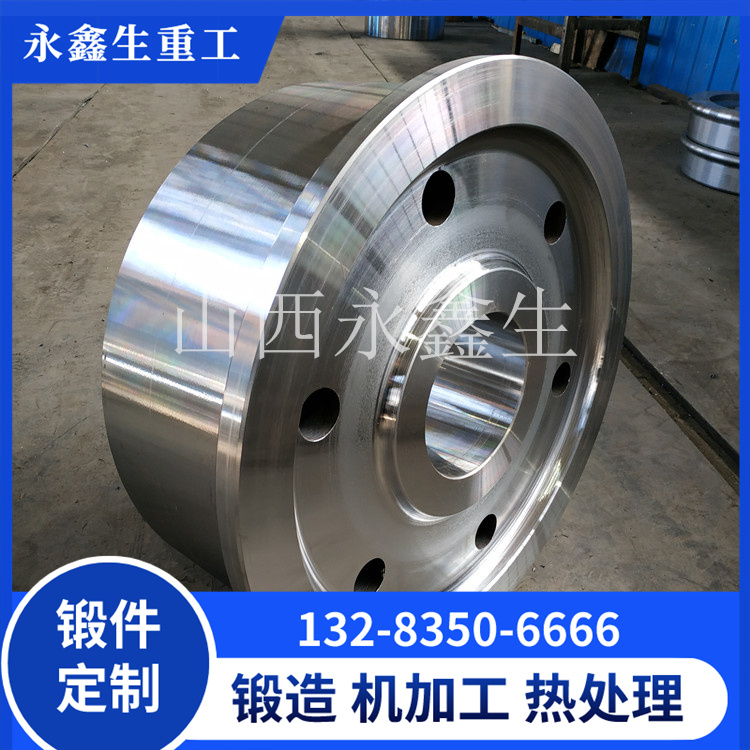
重载工业车轮锻件,为何必须首选锻造工艺?
在港口、矿山、冶金、工程机械等重载场景中,车轮作为设备的“行走中枢”,其质量直接决定设备运行安全、效率与使用寿命。当前市场上车轮产品主要分为锻造与铸造两种工艺,不少企业为降低成本选择铸造车轮,却往往因早期磨损、开裂等问题陷入“频繁更换、损失更大”的困境。事实上,对于重载工况而言,车轮锻件凭借卓越的力学性能、稳定的质量表现,成为必然选择。本文从工艺差异、性能优势、场景适配等维度,解析为何重载工业必须首选车轮锻件,助力企业规避选型误区。
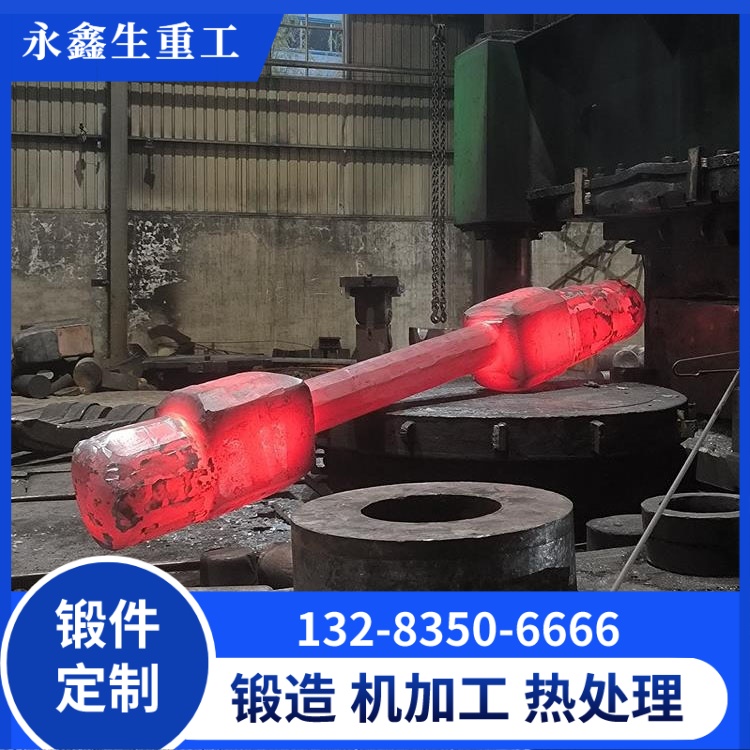
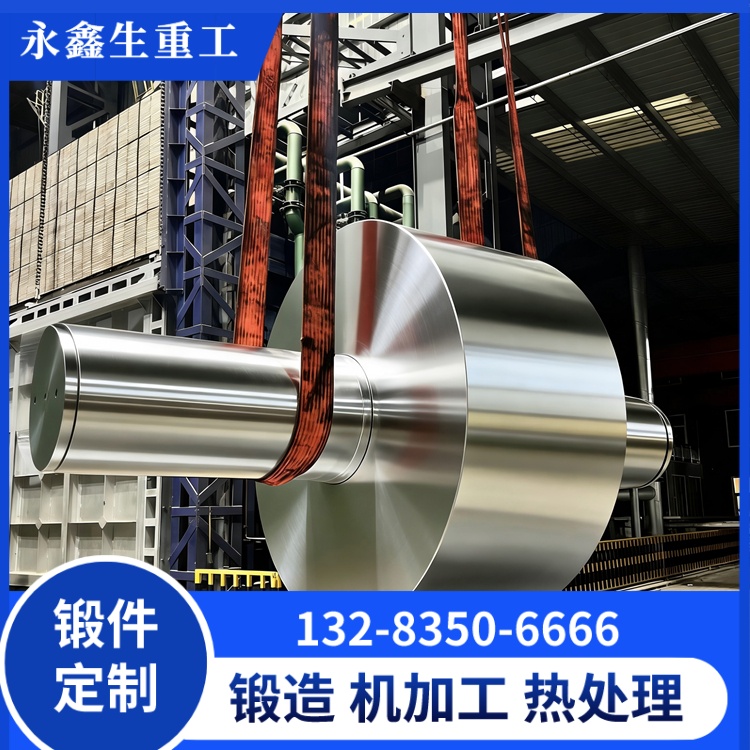
锻造与铸造的核心差异,在于金属组织的致密性与力学性能的稳定性。铸造工艺是将金属熔化后倒入模具冷却成型,过程中易产生气孔、疏松、夹杂等内部缺陷,这些隐性缺陷会导致车轮抗冲击、抗疲劳能力大幅下降,在重载、冲击工况下极易出现轮体开裂、踏面剥落等故障。而车轮锻件通过外力挤压使金属塑性变形,能有效消除金属内部缺陷,使金属流线沿轮体轮廓均匀分布,组织更致密,力学性能更优异——无论是屈服强度、抗拉强度,还是抗冲击、抗疲劳性能,均远超铸造车轮,这也是锻造工艺的核心优势。

从重载场景的实际需求来看,车轮锻件的适配性与耐用性更具优势。港口行车24小时连续运行,高频摩擦与重载载荷对车轮耐磨、抗疲劳性能要求极高;矿山行车面临频繁冲击与恶劣环境,车轮需具备强劲的抗冲击能力;冶金车间高温、腐蚀工况,要求车轮在极端环境下仍能保持稳定性能。以常用的65Mn、42CrMo材质车轮锻件为例,经淬火+回火处理后,踏面硬度可达HRC45-55,淬硬层深度达标,耐磨性能是铸造车轮的2-3倍,抗冲击性能可提升30%以上,能有效应对各类重载工况的考验,减少停机更换频次。

此外,车轮锻件的使用寿命与全生命周期成本更具优势。虽然铸造车轮初期采购成本较低,但因其易损坏,往往需要频繁更换,不仅增加了备件成本,更会导致设备停机,造成生产损失。而车轮锻件使用寿命可达铸造车轮的1.5-2倍,且运行过程中故障发生率极低,能有效减少维修成本与停机损失,长期来看更具性价比。例如,某矿山企业将铸造车轮更换为35CrMo车轮锻件后,车轮更换周期从3个月延长至8个月,年维修成本降低60%,停机损失减少近百万元。

值得注意的是,并非所有锻造车轮都能满足重载需求,工艺把控是关键。优质车轮锻件需严格控制始锻温度、终锻温度,优化预锻+终锻工艺,确保锻造比不低于3:1,同时通过精准的热处理工艺,实现表面高硬度与心部高韧性的平衡。选购时,企业需要求厂家提供锻造工艺文件、超声波探伤报告、力学性能检测报告,杜绝低温锻打、以次充好的劣质产品。
结语:重载工业选择车轮锻件,本质上是选择“安全、稳定、高效、经济”。相较于铸造车轮,车轮锻件在力学性能、耐用性、适配性上的优势,能有效规避设备故障风险,减少生产损失,为重载工业生产保驾护航。企业在选型时,应摒弃“低价优先”思维,优先选择正规厂家生产的车轮锻件,从源头把控质量,实现长期降本增效。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号